Вариант А: Технологии обработки конструкционных материалов.
Тема урока. Технологии обработки заготовок на токарно-винторезном станке ТВ-6.
Тип урока. Комбинированный.
Цели урока: организовать деятельность обучающихся по ознакомлению с технологией обработки заготовок на токарно-винторезном станке ТВ-6; обучить учащихся выполнять наладку и настройку станка, управлять станком, изготовлять детали из металла и искусственных материалов на токарном станке по чертежам и технологическим картам.
Материальные технологии
Технологии обработки конструкционных материалов
§23. Технологии обработки заготовок на токарно-винторезном станке ТВ-6
Управление токарно-винторезным станком
Управление станком — это выполнение действий, которые обеспечивают процесс резания, т. е. вращение заготовки и перемещение резца. Однако прежде чем приступить к управлению станком, его надо наладить и настроить.
Наладка станка заключается в закреплении заготовки и инструмента. Для закрепления заготовок применяют трёхкулачковый патрон (рис. 74) или поводковую планшайбу с центрами (рис. 75).
ОБЗОР токарного станка ТВ 6, (тв-4)

Рис. 74. Установка заготовок в трёхкулачковый патрон: 1 — заготовка; 2 — корпус патрона; 3 — планшайба; 4 — ключ; 5 — отверстие под ключ; 6 — кулачки
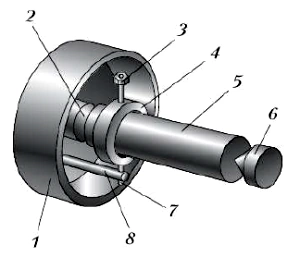
Рис. 75. Установка заготовки с помощью поводковой планшайбы: 1 — корпус планшайбы; 2 — передний центр; 3 — стопорный винт; 4 — хомутик; 5 — заготовка; 6 — задний центр; 7 — стержень; 8 — поводок
Заготовку 1 помещают в патрон на глубину не менее 20. 25 мм и сжимают кулачками 6 при помощи ключа 4. Заготовка не должна выступать из патрона на величину, большую пяти её диаметров. Более длинные заготовки поддерживают задним центром, который устанавливают в заранее выполненное в торце детали центровое отверстие. В противном случае под воздействием силы резания заготовка будет сильно изгибаться, что может привести к некачественной обработке и поломке инструмента.
При изготовлении некоторых деталей используют установку деталей в двух центрах — переднем 2 и заднем 6 (см. рис. 75). Передний центр устанавливают в отверстие шпинделя, задний — в пиноль задней бабки. Для передачи на деталь крутящего момента используют специальные поводковые планшайбы.
Резец 7 (рис. 76) закрепляют в резцедержателе ключом 4 с помощью винтов 5. Резец должен выступать из резцедержателя на одну-полторы высоты резца. C помощью подкладок 6 под резец 1 добиваются того, чтобы вершина резца была расположена на уровне оси шпинделя, т. е. на уровне заднего центра 2.
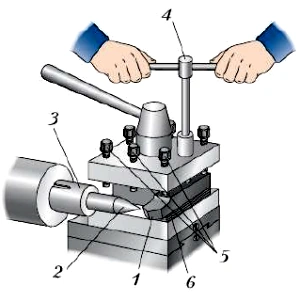
Рис. 76. Установка токарного резца в резцедержателе: 1 — резец; 2 — задний центр; 3 — пиноль задней бабки; 4 — ключ; 5 — винты крепления резца; 6 — подкладка под резец
Токарный станок ТВ-4. Обзор рычагов управления.
Настройка станка — это установка необходимой частоты вращения шпинделя и скорости перемещения суппорта (подачи). Для каждого конкретного способа обработки устанавливают наиболее выгодные параметры режима резания: скорость резания, глубину резания и подачу.
Скорость резания (V, м/мин) — путь, который проходят наиболее удалённые от центра точки обрабатываемой заготовки за единицу времени при её вращении. Глубина резания (t, мм) при наружном точении — толщина слоя металла, срезаемого за один рабочий ход резца: t = (D — d) : 2, где D, d — диаметры поверхности до и после обработки.
Подача (S, мм/об) — величина перемещения режущей кромки резца в направлении движения подачи за один оборот заготовки (рис. 77).

Рис. 77. Глубина резания и подача при наружном точении
Станок ТВ-6 настраивают при помощи рукояток 1—5 (см. рис. 71) по таблицам, которые прикреплены к станку.
Приёмы работы на токарно-винторезном станке
Одна из наиболее распространённых токарных работ — обработка наружных цилиндрических поверхностей. Её выполняют проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчётом, чтобы её вылет был на 7. 12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезание торца заготовки. Для этого применяют различные резцы. При подрезании торца проходным (рис. 78, а—в) или подрезным резцом (рис. 78, г) резцом его подводят до соприкосновения с торцом.
Затем резец отводят на себя и перемещают каретку на 1. 2 мм влево (т. е. устанавливают глубину резания 1. 2 мм).
Если на торце детали есть отверстие, то подрезку торца можно проводить от центра детали при подаче резца на себя (рис. 78, в).


Рис. 78. Подрезание торцов резцами: а—в — проходными, г — подрезным
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в четыре-пять раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2. 3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла переходит в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты. Эти брикеты вместе с металлоломом используют при выплавке стали и других металлов и сплавов.
Правила безопасной работы
1. Включать станок только с разрешения учителя.
2. Работать на станке только в спецодежде и защитных очках.
3. Работать только при опущенных защитных кожухах, закрывающих патрон и суппорт.
4. Не передавать и не брать предметы через движущиеся части станка.
5. Во время работы не наклонять голову близко к вращающемуся патрону’.
6. Не опираться на станок, не класть на него инструменты и заготовки.
7. Не отходить от включённого станка.
8. Измерять размеры детали, убирать стружку, очищать и смазывать станок можно только после его полного отключения.
Знакомимся с профессиями
Наладчик станков — специалист, который на предприятиях выполняет * установку и регулировку всех инструментов, приспособлений и сменных частей станков различных типов. Особенно важна эта работа при наладке станков с числовым программным управлением. Наладчик современных станков и автоматических линий, управляемых с помощью компьютеров, должен в совершенстве знать компьютерную технику, уметь отлаживать программное обеспечение для получения высокой точности обработки деталей.
Практическая работа № 23
Управление токарно-винторезным станком ТВ-6
1. Установите с помощью рукояток, используя таблицу на передней панели станка, наименьшую частоту вращения шпинделя. Рукояткой 16 (см. рис. 71) задайте направление вращения шпинделя «Вперёд». Включите электродвигатель кнопкой «Пуск» и выключите кнопкой «Стоп». Задайте вращение шпинделя рукояткой 16 «Назад», включите и выключите станок.
Повторите упражнение, устанавливая частоты вращения, указанные в таблице на передней панели станка.
2. Кнопкой 14 (см. рис. 71) включите реечную передачу. Вращая рукоятку 6, переместите поперечные салазки в крайнее заднее, а затем в крайнее переднее положение. Рукояткой 8 установите верхние салазки в крайнее левое, а затем в крайнее правое положение.
Практическая работа № 24
Обтачивание наружной цилиндрической поверхности заготовки на станке ТВ-6
1. Установите и закрепите заготовку в патроне и проходной резец — в резцедержателе.
2. C помощью лимба поперечной подачи установите необходимую глубину резания и обточите заготовку с ручной или механической подачей резца.
3. Измерьте полученный диаметр заготовки штангенциркулем.
Практическая работа № 25
Подрезание торца и сверление заготовки на станке ТВ-6
1. Установите и закрепите резец в резцедержателе.
2. Включите станок и подрежьте торец заготовки (см. рис. 78) с помощью поперечной подачи резца.
3. Закрепите центровое сверло в патроне, установленном в пиноли задней бабки. Просверлите (зацентруйте) торец на глубину 2. 3 мм.
4. Установите спиральное сверло в пиноли задней бабки. Просверлите в заготовке отверстие на заданную глубину.
5. Измерьте глубину просверленного отверстия.
Запоминаем опорные понятия
Управление станком, наладка и настройка станка, обработка я наружных цилиндрических поверхностей, подрезание торца, обработка уступов, прорезание канавок, отрезание заготовок.
Проверяем свои знания
1. Что такое управление станком?
2. Как осуществляют наладку станка?
3. Как правильно установить резец?
Источник: xn—-7sbbfb7a7aej.xn--p1ai
⤇ Станки ТУТ ⤆
Купить, продать б/у и новое оборудование, станки и многое другое — в Узбекистане

ТВ-6М, станок токарно-винторезный учебный, Дубно

Verify CAPTCHA to Download
Токарно-винторезный станок ТВ-6М, учебный.
Дубновский завод «Октябрь», Украина.
Здесь Вы можете скачать паспорт и руководство по уходу и обслуживанию токарно-винторезного станка ТВ-6М, отсканированные с заводского документа, переведенные в формат Djvu и закаченные в файлообменник Tasi-ix.
На нашем сайте происходит скупка и продажа станков в Ташкенте и Ташкентской области не только новых, но и поддержанных, и у многих владельцев паспорт для станков просто утерян. Поэтому мы создали архив паспортов, где Вы могли бы скачать для токарно-винторезного станка паспорт в Ташкенте, скачать руководство для токарно-винторезного станка, схемы и другую документацию.
Скаченное руководство по токарно-винторезному станку в Ташкенте можно перенести на бумагу и всегда иметь «под рукой». Это необходимо при проведении ремонтных работ. При наличии схем, указанных особенностях разборки и сборки при ремонте, технических данных и характеристик, время на ремонт токарно-винторезного станка существенно сократиться.
На нашем сайте Вы можете в Ташкенте скачать паспорт на токарный станок бесплатно. Если Вы не смогли найти нужный документ, тогда мы предлагаем заказать паспорт токарно-винторезного станка в Ташкенте.

У Вас есть промышленное оборудование в Узбекистане? Вы хотите его продать по выгодной для Вас цене и не знаете как? На этой странице Вы можете оставить заявку на продажу оборудования, Мы с Вами обязательно свяжемся и предложим все возможные варианты продажи или реализации Вашего оборудования.
Свежие записи
- Запчасти и комплектующие «Кобеш Машин» в Узбекистане
- Завод асфальтобетонный стационарный купить в Узбекистане
- Купить Шаровую мельницу в Узбекистане недорого
- Купить корыто(спиральный классификатор) для оборудования промывки песка в Узбекистане
- Купить оборудование для промывки песка в Узбекистане
Источник: stankitut.uz
Восстановление токарного станка тв6

Здравствуйте, купил себе на восстановление тв6. 3 месяца пытаюсь его восстановить, мне кажется нет конца и края до завершение. Коротка расскажу что успел сделать. Оговарюсь, по вопросу восстановления, шабрения я новичек. Начну того, что я его купил довольно в изношенном состояние за 10т р. Все разобрал, очистил, зачистил.
Покрасил молотковой краской. Самое для меня тяжелое было шабрение. Шабрил по колхозному, без спец инструмента. Поверочную линейку я не нашел, покупать за 7т не стал, плиту тоже не нашел. По знакомым прошел нашел фирменны фрезерованный уровень (он самый ровный из за всех).
Шабер тоже не нашел, знакомый токарь подсказал напильником шабрить, стрелочные индикаторы со стойкой китайци подогнали, за 2 индикатора и стойку отдал1900р.(в общем колхозный набор). Шабрил очень долго не одну неделю. Все получилось, я не ожидал такого результата. Между суппортом и станиной зазора нет.
Когда подтачивал г образные прижимы под суппортом боялся что в другом расположение суппорта будет зажимать и придется пластины подставлять. Но все подошло идеально, суппорт двигается плавно без закусов.
Так как станок старый изношенный фартук был опущен и движение суппорта происходило рывками из за большого зазора между продольной рейкой и шестерней, при включение гайки ходового винта вал смещался выше, и также вал продольной подачи. Из этого положения я вышел путем снятия одного миллиметра верхние части фртука (сначала болгаркой шабрил, затем шайбером). Итог, рывки пропали при движение суппорта, пишет смыкание гайки ходового винта вал не смещался. На малую продольную ушел один день, он был выпуклый. Резцедержатель был весь изогнутый выправлял прессом, пришабривал пневмо болгаркой, минус этой державки миниатюрные резци (в будущем куплю новую под 20мм резци).
Под заднюю бабку подложил п образную пластину, приподнял на 1мм.
В поперечную подачу установил 2 подшипника, но гайку придётся менять.
В обе коробки установил сальники. В передней бабки поменял один подшипник. Свернута резьба в сливном отверстие, изготовил новую пробку, разсверлил отверстие на 14 шаг 1.
В коробе подач при внедрение сальника на вал продольной подачи появились проблемы, не знаю правильно ли я сделал, я установил шарик от подшипника между валом подачи и вала коробки, огромный люфт у вала подачи пропал. Шарик вышел где-то 7мм.
Изготовил защиту валов, поддон, 2 крышки на правую станину под электрику. Ручки для штурвалов.
Новые бирки. Бирки сделал из алюминия. На лазерном принтере распечатал на лащеной бумаги зеркальную фото бирок. Алюминий зашкурил, протер ацетоном, положил напечатанный текст, накрыл листом бумаги и утюгом этот сэндвич пригладил. Подождал когда остынет и снял с нее бумагу. Где останутся недочеты, краской из баллончика и зубочисткой докрасил.
Затем покрыл опять же из баллончика лаком.
Осталось по мелочи, например изготовить ручку переключения, хочу из эпоксидки и многое другое, а главное хотя бы запустить.
У меня есть вопрос. Я не нашел мотор на 1500. Но у меня есть на 3000, если я поставлю частотник на малых оборотах осилит?
Источник: www.drive2.ru