Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях. Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов. Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
нарезание резьб на ТВ-4 резцом
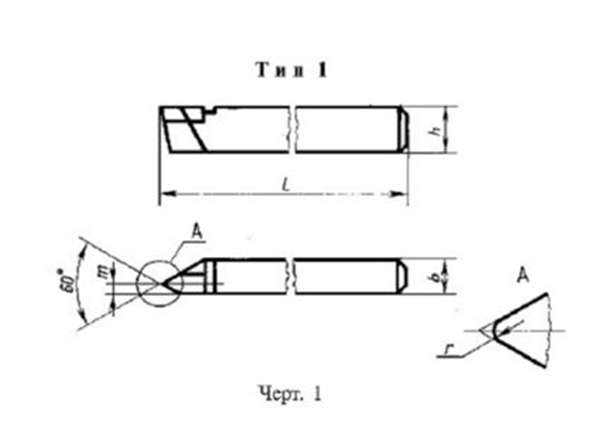
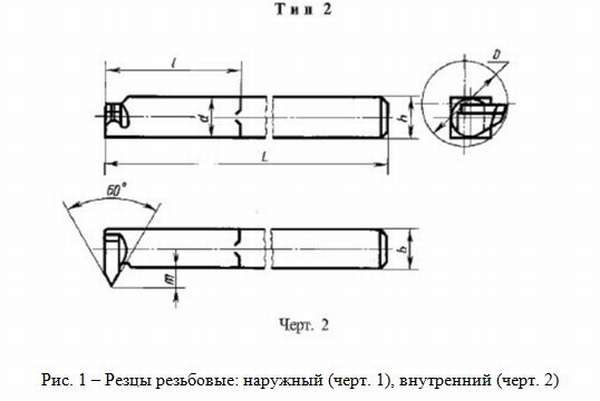
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали,
- твёрдые сплавы,
- минералокерамика,
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев.
Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
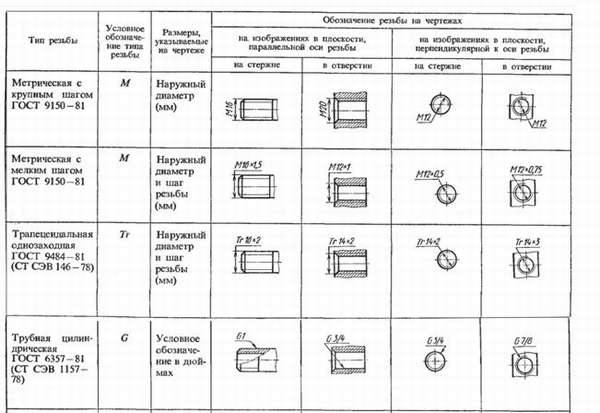
Расшифровка написания резьб
Нормативные документы: ГОСТ, ОСТ, МН на конкретный тип содержат образцы условной записи.
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Нарезка резьбы (дюймовой, трубной) на токарном станке ТВ-4 резцом.
К прочтению: Процесс гравировки на станках ЧПУ
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип,
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах,
- шаг (мм) указывается только мелкий, после знака «×»,
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках,
- направление: правое – по умолчанию, левое – обозначают LH,
- поле допуска или класс точности,
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая,
- 16 – номинальный диаметр, мм,
- 1,5 – мелкий шаг, мм,
- LH – левая,
- 6Н – поле допуска, где 6 – степень точности, H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
- G – трубная цилиндрическая,
- 1/2 – размер резьбы, дюймов, соответствует внутреннему диаметру трубы,
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Формообразование на станке осуществляется методом копирования рабочего профиля инструмента на деталь по винтовой линии. Поступательное перемещение сообщается резцу, метчику, плашке, гребенке. В сочетании с вращением заготовки получается винтовое движение, инструментальная поверхность совпадает с нарезаемой.
Как правило, нарезание малых партий крепежа, фитингов до М36 производят метчиками, лерками. Крупные заказы выгоднее изготовлять на специализированных автоматах. Резьбы большого диаметра, ходовые, силовые, точные обрабатывают резцами на универсальных токарных, когда не располагают моделями с ЧПУ или программа выпуска недостаточна.
Нарезание внутренней и наружной резьбы резцом
Резьбы с высокой соосностью к другим поверхностям, передающие движение, усилие выполняют резцом. Вращение шпинделя связывают кинематически с ходовым винтом, перемещающим суппорт с резцедержателем.
Общий порядок действий включает:
- Проточку поверхности по длине нарезания, с образованием канавки для выхода инструмента.
- Выбор, при необходимости: заточку, доводку резца с проверкой по угловым шаблонам.
- Установку режимов на станке, настройку гитары на шаг, не обеспечиваемый коробкой.
Перемещение резца за оборот заготовки равняется шагу Р или ходу Н для многозаходных.
- Установку резца по шаблону.
- Нарезание за выбранное по справочнику количество проходов.
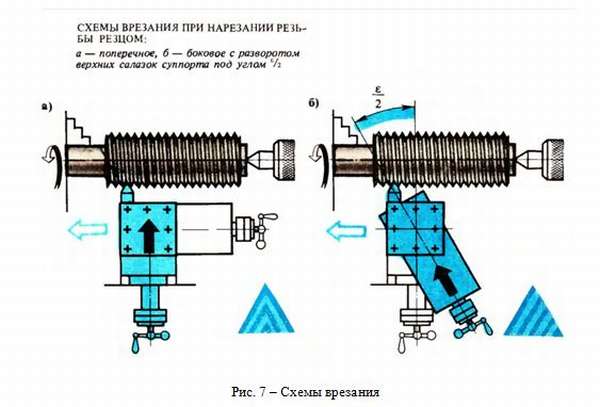
Резьбонарезание партии деталей разделяют на черновое, чистовое. Для последнего инструмент тщательно затачивают. Резьбы шагом свыше 2 мм получают боковым врезанием. Левую винтовую канавку получают, переключив трензель, чтобы ходовой винт вращался в противоположную шпинделю сторону. Суппорт с резцом перемещаются слева на право.
К прочтению: Подробное описание ЧПУ Heidenhain
Средние скорости при резьбонарезании стали составляют 20 – 35 м/мин быстрорежущим инструментом, 100 – 150 м/мин – твердосплавным. Чистовые хода производят при увеличенной на 50 – 100% скорости. Внутренние резьбы обрабатывают на сниженных на 30% режимах.
Использование метчиков
Распространенная марка Р6М5 позволяет нарезать заготовки твердостью до 240 НВ, метчики из инструментальных легированных сталей применяют для «сырых» деталей. Твердосплавные используют редко, так как кромки выкрашиваются от перекосов, несоосности, увеличивающих изгибающие нагрузки.
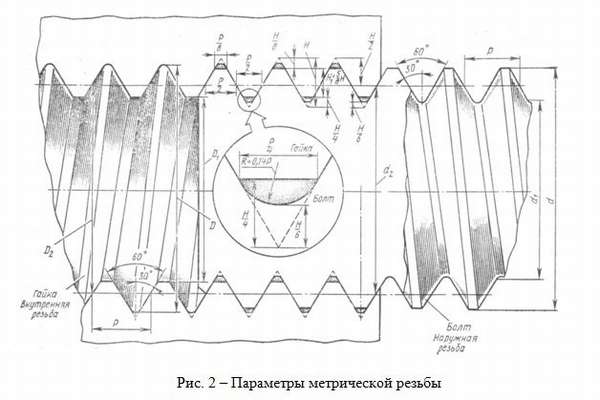
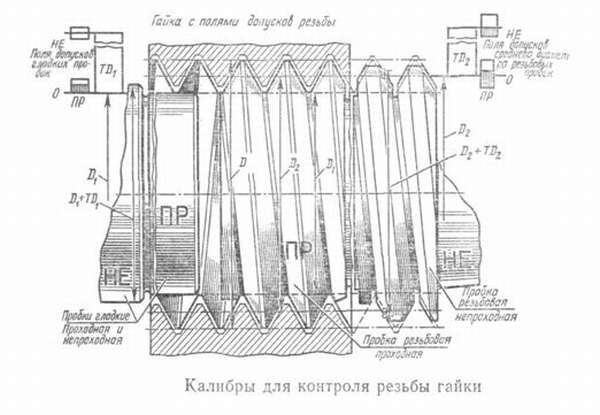
Диапазон типичных размеров ограничен М36 – 42, G2. Большие диаметры крупного шага обрабатывают комплектом из 2, лучше 3-х метчиков. Отверстие растачивают несколько больше внутреннего диаметра гайки D1 (cм. Рис. 2), с учетом выпучивания металла из канавки. При сверлении учитывают разбивку.
Рекомендуемые значения приведены в справочниках.
Существуют несколько способов обработки:
- Зачастую гайки менее М12 нарезают, удерживая вороток руками. Строго говоря, прием – нарушение ТБ, может привести к травме. В начале завинчивания поджимают метчик центром задней бабки для направления, далее происходит самозатягивание. Останавливают, вывинчивают на реверсе.
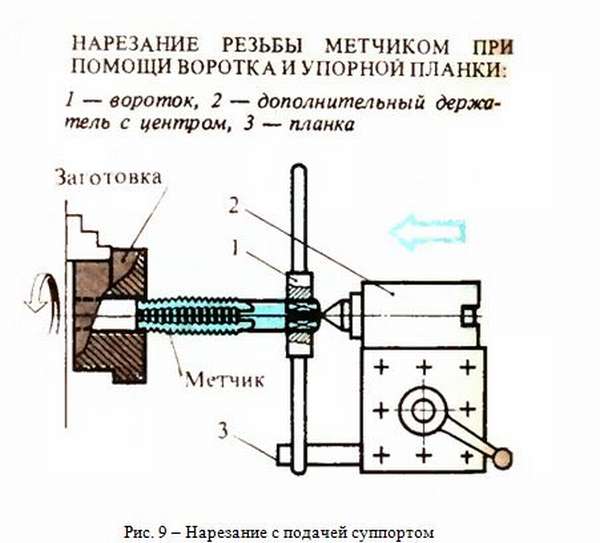
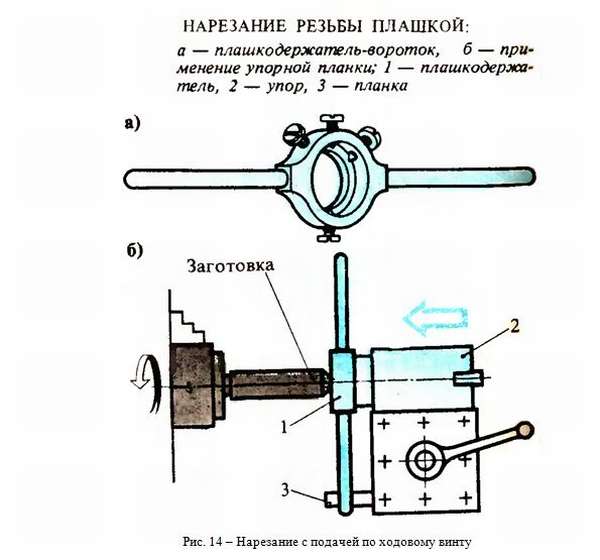
- Метчик устанавливают в вороток, упирают в планку, закрепленную в резцедержателе, подпирают центровой державкой или задним центром. Включают малые обороты, нарезают на самозатягивании. Для устранения биения витков рекомендуется поджимать метчик до завинчивания на половину рабочей длины, плавно выдвигая пиноль.

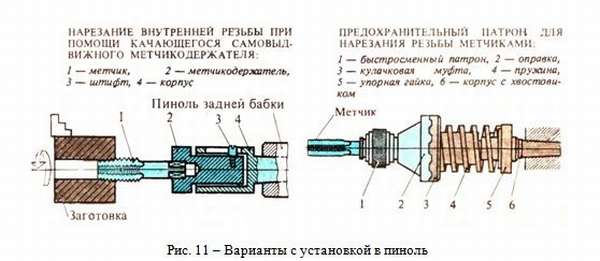
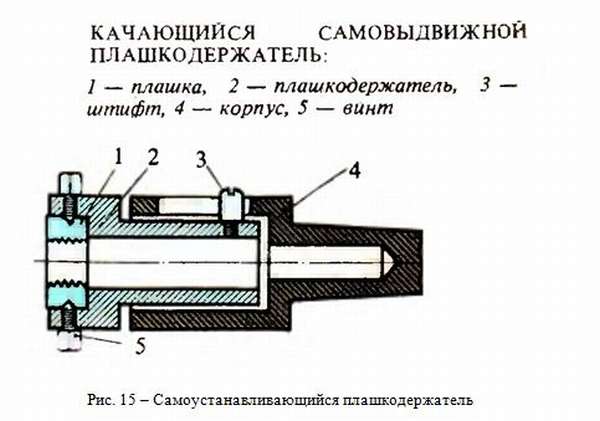
- Применяют качающийся самовыдвижной метчикодержатель.
- Крупные диаметры получают с подачей суппорта по ходовому винту, коробку настраивают на соответствующий шаг. Метчик вставляют в оправку, зажатую в резцедержателе.
Предохранительный патрон, устанавливаемый в пиноль, исключает поломку метчика при достижении дна глухого отверстия. Ускоряет выполнение серийных операций. Метчики с шахматным расположением зуба оптимальны для вязких нержавеющих, жаропрочных сплавов. Рекомендуемые скорости резания для стали 3 – 15 м/мин, для бронзы, чугуна 4 – 22 м/мин, работают с охлаждением. Для левых гаек используют инструменты с левой нарезкой, вращение противоположное, остальное – аналогично.
Плашки для нарезки резьбы
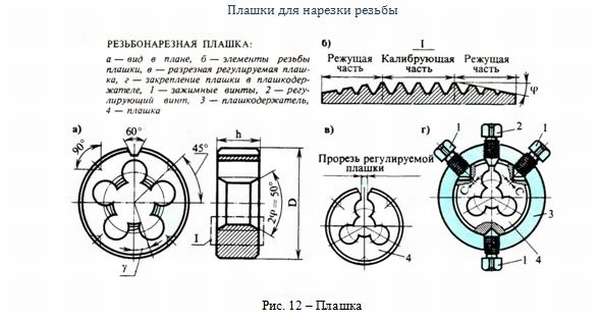
Варианты обработки аналогичны рассмотренным для метчиков:
- Без включения подачи, самонавинчиванием от вращения патрона. При нарезке мелких винтов плашкодержатель удерживают руками (потенциально опасно) или опирают на зажатую державку. На первых витках держатель поджимают грибковым центром, затем –нарезка на самозатягивании. По окончании реверсируют, свинчивая лерку.

- Нарезание подачей суппортом, с опиранием ворота на резцедержку. Перемещение за оборот шпинделя равна шагу. Часто первые нескольких ниток нарезают вручную при выключенном станке.
К прочтению: Какие существуют типы заточных станков и как они устроены
- Применение оснастки, устанавливаемой в пиноль – более совершенный, безопасный метод.
Крупные типоразмеры обрабатывают, предварительно прорезав канавку на половину глубины резцом. Диаметры стержней меньше номинала на величину подъема.
Скорости резания 2 – 4 м/мин для черных металлов и до 10 м/мин – цветных. Для стали СОЖ: эмульсия, минеральное масло, сульфофрезол. Чугун обрабатывают с керосином или на сухую. Чистую поверхность получают, смазывая стержень салом.
Использование резьбонарезных головок
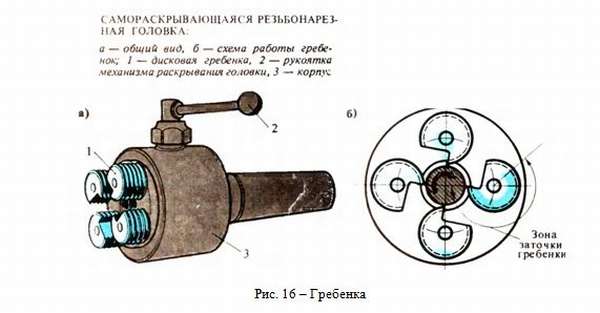
Резьбонарезные головки служат для высокопроизводительной обработки. Посредством конического хвостовика корпус устанавливается в задней бабке. Врезание осуществляют, выдвигая пиноль, вращая маховик, дальнейшая подача – самозатягиванием. По окончанию прохода гребенки без свинчивания радиально разводят поворотом рукоятки. Скорость резания достигает 20 м/мин.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты.
Контроль качества резьбы
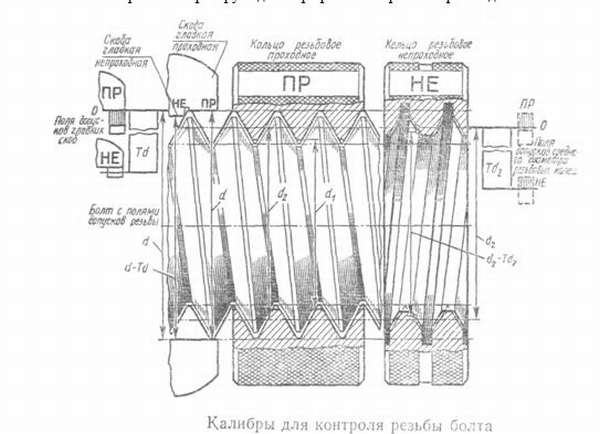
Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются: - Калибрами. Контролируют диаметры резьбы в серийном производстве.
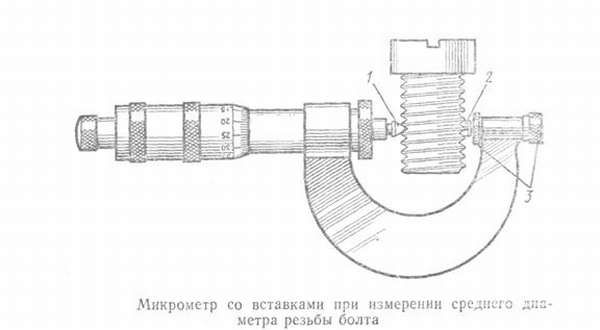
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Источник: xn—-ntbhhmr6g.xn--p1ai
Как выполнить нарезание резьбы на токарном станке
Нарезание резьбы на токарном станке 1К62, всех её заходов, выполняется делением (поворотом заготовки на часть окружности относительно зафиксированного резца) и осуществляется поворотом шпинделя при разомкнутой винторезной цепи, для чего блок Б6 (см. Привод главного движения станка токарного типа, рис. 1) выводят из зацепления и ставят в нейтральное положение. Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. Шпиндель и блок Б6 имеют зубчатые колеса z = 60, что позволяет снова их сцепить после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 частей.
Специалист по токарному делу Г. Н. Смирнов рекомендует производить деление при нарезании на токарном станке многозаходных резьб (рис. 1) за счет осевого смещения резца, при неподвижной заготовке, на шаг нарезаемой резьбы. Смещение резца производится перестановкой резцовой каретки с индикатором 2, штифт которого упирается в мерную плитку 1. Имея две плитки, разность длин которых равна шагу, можно осуществить точное перемещение резца.
Рис. 1. Схема деления при нарезании многозаходных резьб за счет осевого смещения резца.
Применение многорезцовых державок (рис. 2) позволяет сократить время при нарезании резьб на токарном станке благодаря одновременному нарезанию всех заходов резьбы. В державке устанавливают по шаблону в зависимости от числа заходов резьбы два-три и более резцов, смещенных один относительно другого на величину шага.
Рис. 2. Державка для нарезания двухзаходной резьбы
Скоростное нарезание наружных и внутренних резьб на токарно-винторезных станках можно осуществить, применяя специальные вращающиеся резцовые головки («вихревое» нарезание резьбы). Резцовую головку 1 (рис. 3), в которой закреплены один или несколько резцов 2, устанавливают на суппорте эксцентрично относительно заготовки 3 и сообщают ей быстрое (от 1000 до 3000 об/мин) вращение от отдельного электродвигателя. Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
Рис. 3. Нарезание наружной резьбы вращающейся резцовой головкой
Винторезная цепь станка должна обеспечивать перемещение суппорта на шаг нарезаемой резьбы на токарном станке за один оборот заготовки. При этом методе нарезания резьбы каждый резец находится в работе в течение короткого промежутка времени, т. е. доли оборота, снимая мелкую стружку в форме запятой, а в течение остальной части оборота он движется «по воздуху», не производя резания.
Благодаря этому резцы хорошо охлаждаются, что позволяет значительно повысить скорость резания, а следовательно, и производительность. Нарезание внутренних резьб этим способом производится вращающейся оправкой с резцом (рис. 4). С помощью резцовых головок и оправок нарезать резьбу на токарном станке, с шагом до 6 мм, можно за один проход.
Рис. 4. Схема вихревого нарезания внутренней резьбы
Источник: www.axissteel.ru
Обработка резьбовых поверхностей
Вершина резца при перемещении с постоянной подачей вдоль вращающейся заготовки при резании оставляет на ее поверхности винтовую линию. Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом подъема винтовой линии. Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ (Рис. 51) можно определить tg=P/d, где d-диаметр заготовки с винтовой линией.
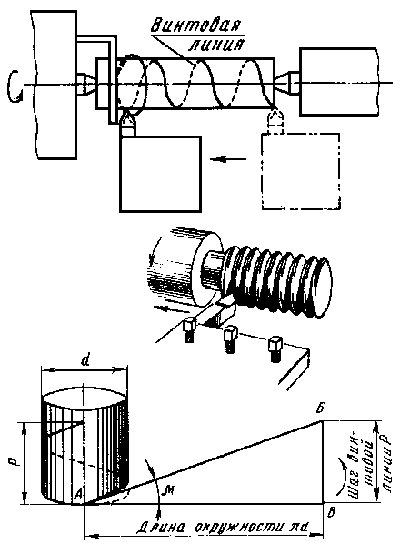
Рис. 51. Винтовая линия
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов.
Резьбы подразделяются на цилиндрические (образованные на цилиндрических поверхностях) и конические (образованные на конических поверхностях). В зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем резьбы называется контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Основные элементы резьбы:
угол , профиля — угол между боковыми сторонами профиля, измеренный в осевом сечении;
вершина профиля — участок профиля, соединяющий боковые стороны выступа;
впадина профиля — участок профиля, соединяющий боковые стороны канавки;
шаг Р резьбы — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы;
наружный диаметр d резьбы — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
внутренний диаметр d1 резьбы — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы;
средний диаметр d2 резьбы — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль, резьбы в точке, где ширина канавки равна половине шага резьбы;
угол подъема резьбы — угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке (слева направо), а винт с левой резьбой — при вращении против часовой стрелки (справа налево). Различают резьбы однозаходные и многозаходные.
Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность. В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов.
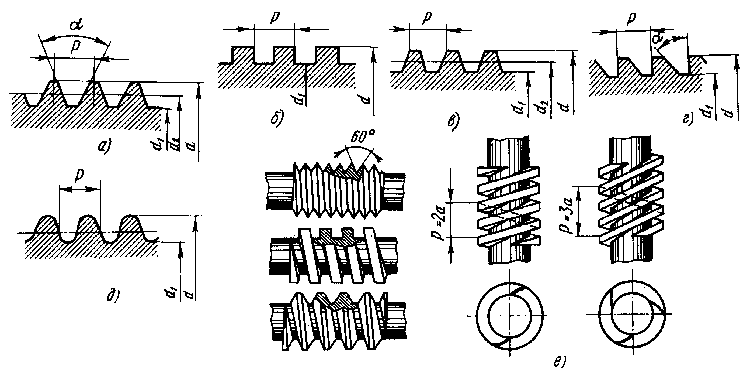
Рис. 52. Резьба различного профиля: а — остроугольная, б — прямоугольная, в — трапецеидальная, г — упорная, д — круглая, е — двух и — трехзаходная.
По выполняемой работе резьбы делятся на передающие движение и крепежные. Первые предназначены для преобразования вращательного движения в поступательное, которое часто применяется в механизмах перемещения составных частей станка, в зажимных устройствах и т. д. и обычно имеют прямоугольный или трапецеидальный профиль. В тех случаях, когда направление действия осевого усилия не зависит от направления вращения гайки или винта, применяется резьба с упорным профилем. Резьбы треугольного профиля применяют для крепежных деталей. При этом перемещение под нагрузкой совершается лишь в пределах упругой деформации тела винта, его резьбы и скрепляемых деталей, т. е. на малую величину.
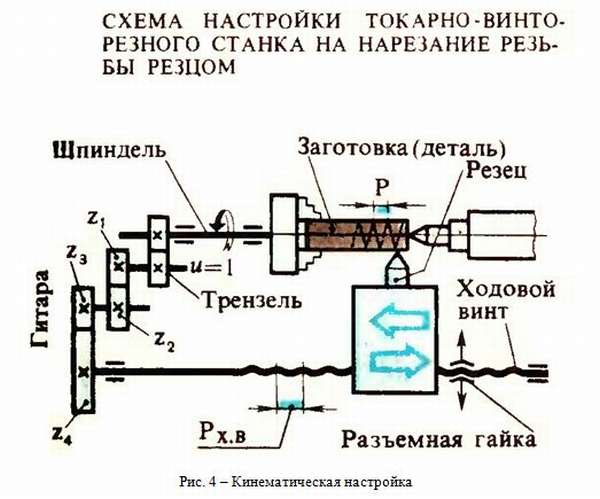
На рис. 53 рассмотрена упрощенная кинематическая схема нарезания резьбы на токарно-винторезном станке. Главное движение — вращение шпинделя с заготовкой 1 осуществляется от электродвигателя М, ременную передачу со шкивами d1 и d2, зубчатые колеса Z1 и Z2, сменные зубчатые колеса а’ и b’, зубчатые колеса Z3 и Z4. Продольное перемещение резца — движение подачи производится передачей вращения от шпинделя через зубчатые колеса Z5 и Z6, винтовые конические колеса Z7 и Z8, Z9 и Z10; сменные зубчатые колеса а и b, с и d к ходовому винту 3. Вращательное движение ходового винта преобразуется в поступательное перемещение суппорта 2 с резцом.
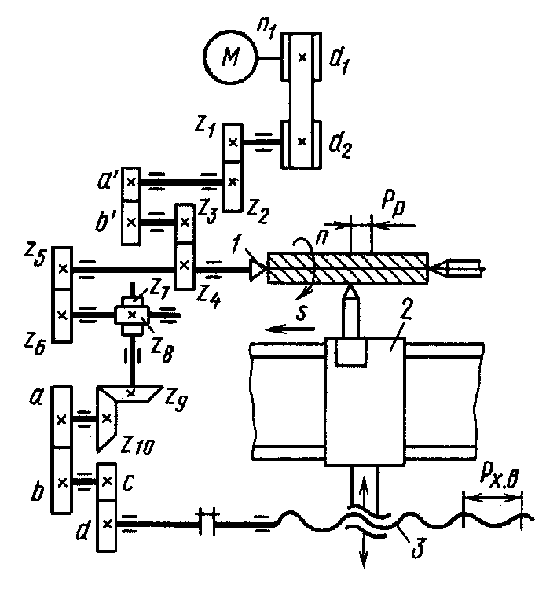
Рис. 53. Кинематическая схема нарезания резьбы на токарном станке
Нарезание резьбы резцами
На токарных станках наиболее широко применяется метод нарезания наружной и внутренней резьб резцами. Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.
Наружную резьбу нарезают прямыми или отогнутыми резцами, внутреннюю — изогнутым резцом (в отверстиях малого диаметра) и прямым резцом, установленным в оправку (в отверстиях большого диаметра). Расположение режущих кромок резца должно соответствовать профилю обрабатываемой резьбы.
Резьбы треугольного профиля нарезают резцами с углом в плане при вершине =60 градусов 10′ для метрической резьбы и =55 градусов 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с =59градусов30′.
Вершина резца может быть скругленной или с фаской в соответствии с формой впадины нарезаемой резьбы. Боковые задние углы резца с правой и левой сторон обычно делают одинаковыми и равными 3-5 градусов (для нарезания резьбы с углом подъема до 4 градусов) или 6-8 градусов (при нарезании резьбы с углом подъема свыше 4 градусов).
Величина боковых задних углов выбирается исходя из того, чтобы при нарезании резьбы исключить трение боковых поверхностей резца о винтовую поверхность резьбы. При нарезании метрической резьбы задний угол резца =10-15 градусов при обработке незакаленных стальных деталей и =6 градусов при обработке закаленных стальных деталей.
При нарезании внутренних резьб треугольного профиля в отверстиях диаметром до 50 мм увеличивают до 18 градусов. Передний угол резьбонарезных резцов =0-25 градусов в зависимости от обрабатываемого материала. Для твердых и хрупких материалов выбирают меньшие значения , для вязких и цветных — большие значения . При нарезании резьбы на деталях из высоколегированных жаропрочных сталей =5-10 градусов для черновых и чистовых резцов. При нарезании резьбы чистовыми резцами на деталях из конструкционных сталей принимают =0. Правильность заточки резцов проверяют шаблоном.
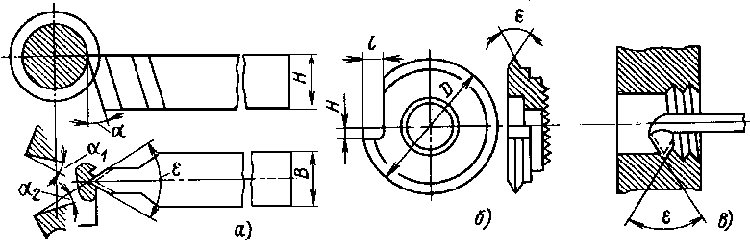
Рис. 54. Резьбонарезные резцы: а — прямой, б — круглый, в — изогнутый
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. При обработке стальных деталей применяют резцы с пластинами из твердых сплавов марок Т15К6 и Т14К8 (на предварительных операциях), Т30К4 и Т15К6 (на окончательных операциях). При обработке чугунных деталей применяют резцы с пластинами из твердых сплавов марок ВК6М, ВКЗМ, В2К или ВК4.
Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14- 0,28 мм; диаметром до 48 мм — 0,17-0,34 мм; диаметром до 80 мм — 0,2-0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется, и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований) или после его растачивания (для точных резьб). Диаметр отверстия под резьбу Doтв=d-Р, где Doтв — диаметр отверстия, d — наружный диаметр резьбы, Р — шаг резьбы (все размеры в мм). Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2-0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1-0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
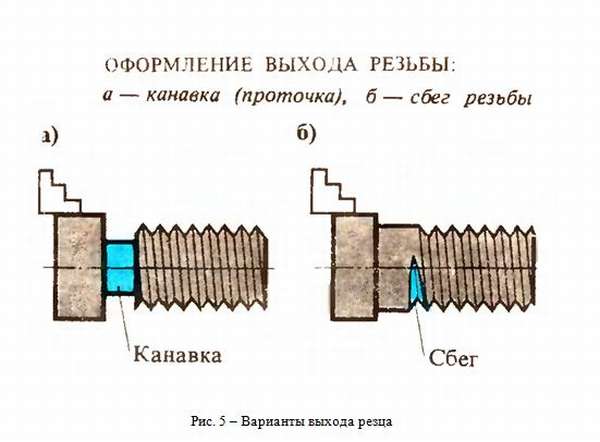
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1-0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки b=2-ЗР. При нарезании болтов, шпилек и некоторых других деталей при отводе резца образуется, как правило, сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2-3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают. Точность резьбы во многом зависит от правильной установки резца.
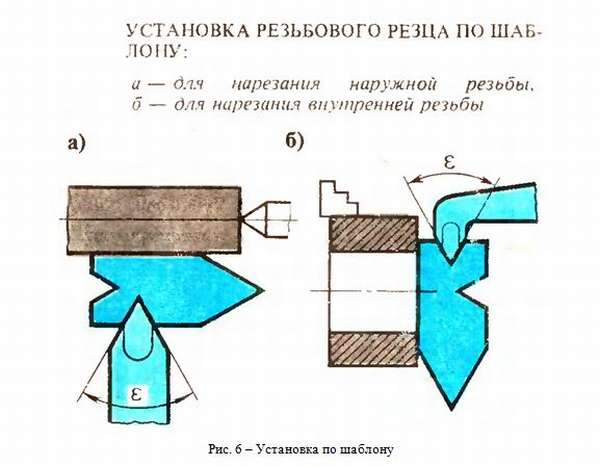
Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно оси обрабатываемой детали, используют шаблон, который устанавливают на обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
Рис. 55. Схема установки резцов
Источник: studfile.net