Устройство цангового патрона достаточно простое. Основная деталь оснастки — это цанга, специальное приспособление в виде втулки с продольными разрезами. Эти разрезы формируют пружинящие лепестки, которые надежно удерживают обрабатываемую деталь. Лепестков может быть три, четыре, шесть и более — в зависимости от диаметра втулки.
На предприятиях машиностроения обычно используют зажимы типа ER. Эти детали имеют по две зоны зажима вдоль оси. Поэтому помещенный внутрь инструмент жестко фиксируется, а радиальные биения отсутствуют, так что их даже не учитывают при расчетах.

Изображение №1: Устройство цангового патрона
Серийные цанговые патроны изготавливают из инструментальной закаленной стали и обладают высокой прочностью и стойкостью к износу. Самодельные зажимы делают из бронзы, латуни, алюминия и стали.
токарный станок тв-4 замена патрона
Чем цанговый патрон отличается от кулачкового?
Цанговые патроны, как и кулачковые, представляют собой держатели для инструментов и заготовок, поэтому их часто путают. Однако у этих оснасток есть принципиальные различия. Кулачковые патроны считаются более универсальными и потому могут использоваться для фиксации инструментов с хвостовиками разных диаметров. Напротив, цанги предназначены для работы с определенными диаметрами и для инструментов с другими хвостовиками не подходят.
Как работает цанговый патрон?
Расскажем, как работает цанговый патрон, который используется на токарных станках и ручном инструменте.
Оснастка состоит из нескольких цанг и самозажимной гайки, которая оказывает давление на торец патрона. Из-за прилагаемого усилия цанга смещается во втулку, уменьшаясь в размерах, а ее лепестки сжимаются и надежно закрепляют хвостовик инструмента или обрабатываемую деталь. Чтобы снять заготовку, гайку отвинчивают, тем самым увеличивая цангу в диаметре.
Главное преимущество оснастки — способность отлично центрироваться, из-за чего зафиксированный с их помощью инструмент имеет минимальное радиальное биение. А для приведения зажима в действие нет необходимости использовать ключи.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов. Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать.
Обозначение цанговых патронов
Обозначение цангового патрона с наружным конусом, предназначенного для фиксации инструмента с цилиндрическим хвостовиком, на чертеже выглядит следующим образом.
Изображение №2: Цанга для универсального станка с конусом номер 50, диаметром под хвостовик (d) 12 мм, длиной 90 мм
В таблице ниже приведены стандартные размеры цанговых патронов, которые важно учитывать в расчетах:
| Обозначение конуса | D | d | l, не более |
| 30 | 31,75 | от 2 до 12 | 90 |
| 40 | 44,45 | ||
| 50 | 69,85 | ||
| 30 | 31,75 | от 10 до 25 | 100 |
| 40 | 44,45 | ||
| 50 | 69,85 | ||
| 30 | 31,75 | от 15 до 40 | 110 |
| 40 | 44,45 | ||
| 50 | 69,85 |
Главный действующий стандарт, относящийся к такому типу оснастки, — ГОСТ 26539-85. В нем вводятся характеристики и маркировка цангового патрона с наружным конусом 7:24. А в Постановлении Государственного комитета СССР по стандартам №5943 даются следующие рекомендации:
- графические обозначения опор, зажимов и установочных устройств (в том числе цанговых патронов), используемые в технической документации;
- для отображения опор и зажимов применяют сплошные тонкие линии (ГОСТ 2.303-68).
Делаем цанговый патрон для ручного инструмента и станка
Простейший самодельный цанговый патрон для ручного инструмента можно создать без использования токарного станка. Если же вам требуется оснастка для машины, ее придется вытачивать из заготовки и без специальных знаний здесь не обойтись.
Способ 1. Простейшая цанга из проволоки
Для оснащения дрели с малой мощностью двигателя, которая будет использоваться для работы с деревянными и пластиковыми заготовками, подойдет миниатюрная муфта-цанга, спаянная из стальной проволоки. Важно учитывать, что полученный патрон может использоваться только для сверл одного диаметра, при этом диаметр сверла должен соответствовать выходному валу двигателя.
Фотография №2: Простейший цанговый зажим из проволоки
Для работы потребуются такие инструменты и материалы:
- цилиндрическая заготовка из металла, диаметр которой совпадает с диаметрами выходного вала двигателя и сверла;
- стальная проволока толщиной 1 мм;
- электрический паяльник;
- флюс для пайки или КФЭТ.
Проволоку следует намотать на болванку, формируя жесткую пружину. Витки проволоки необходимо располагать максимально близко друг к другу. Готовую пружину пропаивают прямо на заготовке, используя флюс или КФЭТ.
Получившуюся цанговую муфту надевают на вал электродвигателя, а в отверстие на противоположном конце вставляют сверло.
Способ 2. Цанговый зажим из винта
Цанговый патрон со схожими характеристиками можно изготовить и другим способом. Изделие будет состоять из двух частей, соединенных винтом. Фиксацию зажима на валу электродвигателя и инструмента обеспечивают цилиндрические желобки на внутренних поверхностях оснастки.
Фотография №3: Заготовки для изготовления цангового зажима
Для работы потребуются:
- болт или винт на 8 мм;
- закрытая гайка М8;
- болгарка с диском по металлу;
- дрель и сверла на 2 и 5 мм.
Фотография №4: Цанговый патрон из винта, установленный на электродрель, в работе
В ножке болта просверлите отверстие на 3 мм. Сделайте крестообразно два ровных осевых пропила болгаркой или ножовкой по металлу. После этого в закрытой гайке ровно по центру просверлите отверстие диаметром 2 мм. Расширьте его до 5 мм. Закруглите край болта, чтобы получился конус.
Готовый цанговый патрон перед применением необходимо отцентрировать. Только в этом случае он будет работать корректно.
Способ 3. Самодельный цанговый патрон для фрезерного станка
Самодельный цанговый патрон для фрезерного станка можно изготовить на токарном станке. Для оснастки потребуется стальная болванка (кругляк диаметром 40 мм и высотой 70 мм). Работа проводится в два этапа. Вначале делается корпус патрона, потом зажимная гайка.
Фотография №5: Цанга для фрезерного станка, выточенная на токарном станке
Изготовление корпуса патрона:
- Зажмите болванку в патрон обратными кулачками.
- Просверлите в ней сквозное отверстие по оси и расточите его.
- Нарежьте в отверстии резьбу М27 х 2.
- Обточите наружную поверхность болванки.
- Подрежьте торец, который станет опорой для базовой опорной поверхности на шпинделе.
- Снимите полученную оправку с патрона и трехкулачковый патрон со станка и навинтите оправку на шпиндель до упора.
- Расточите цилиндрическую и коническую поверхности гнезда под цангу.
- Проточите конец оправки и нарежьте в нем резьбу для зажимной гайки.
Изготовление зажимной гайки:
- Заготовку зажмите в обратные кулачки трехкулачкового патрона.
- Просверлите в ней отверстие, расточите внутреннюю полость.
- Проточите внутреннюю торцевую опорную поверхность.
- Нарежьте в гайке ответную резьбу.
- Навинтите гайку на патрон, предварительно установленный на шпиндель станка.
Получившуюся оснастку можно усовершенствовать для более простой фиксации инструмента. С этой целью проводят накатку рифлений на боковых поверхностях корпуса патрона и гайки и делают пазы в наружных боковых поверхностях.
Конструкция станка
Все узлы станка, схема которого приведена на рисунке 14, смонтированы на станине
из
серого литейногочугуна
. Станина оснащена
горизонтальными призматическиминаправляющими
. В
передней тумбе
смонтирован
электродвигатель
главного привода станка. В
задней тумбе
находится бак для хранения
смазочно-охлаждающей жидкости
и
насосная станция
для её подачи в зону резания.
В передней бабке
– полый вал, на котором размещаются приспособления для крепления заготовки (патроны, центра, планшайбы и т.д.)
– коробка скоростей
, с помощью которой производят
ступенчатую
регулировку скорости вращения шпинделя. Панель управления коробки скоростей выведена на лицевую панель передней бабки.
На лицевой стороне станины находится коробка подач
, которая позволяет осуществлять
ступенчатую
регулировку движением
продольного
и
поперечного суппортов
.
С левой торцевой стороны станины расположена гитара сменных
зубчатых колёс
, которые переставляются при настройке станка на нарезание различных видов резьбы.
По направляющим станины перемещается продольный суппорт
, который обеспечивает
продольную подачу резца
. На продольном суппорте размещена
поперечная каретка – поперечный суппорт
, который обеспечивает
поперечную подачу резца
. На поперечном суппорте расположен
верхний поворотный суппорт
. С его помощью резец можно устанавливать под любым
углом к оси заготовки
. На нём же смонтирован
четырёхпозиционный резцедержатель
, в котором одновременно закрепляются
четыре резца
.
Рисунок 14 – Токарно-винторезный станок 1К62
1 – передняя тумба; 2 – станина; 3 – коробка подач; 4 – гитара сменных колёс; 5 – панель управления; 6 – передняя бабка; 7 – продольный суппорт; 8 – поворотный суппорт с резцедержателем; 9 – поперечный суппорт; 10 – фартук; 11 – задняя бабка; 12 – станина
Из коробки подач выходят ходовой валик
и
ходовой винт
, последний используется при нарезании точных резьб. Вращательное движение ходового валика и ходового винта в
фартуке
, закреплённом на продольном суппорте, преобразуется в
поступательное движение суппортов
.
Читать также: Как правильно работать стуслом
Задняя бабка
находится на правой стороне станины и перемещается по её направляющим. В
пиноли задней бабки
устанавливается задний (подвижный
) центр или инструмент для обработки отверстий
.
Корпус
задней бабки может
смещаться
в поперечном направлении относительно её основания, что необходимо при обтачивании
наружных конических поверхностей.
Крепление цангового патрона на станке и ручном инструменте
Крепление цангового патрона и его центрирование выполняются на шпинделе токарного станка. Отметим, что диаметры патронов и методы их установки стандартизированы. К самым распространенным конструкциям конца шпинделя относят крепежи типа C и типа D (cam-lock). Также для установки цанговых патронов часто используют фланцы и планшайбы, которые размещаются на шпинделе.
Теперь расскажем, как отцентрировать цанговый патрон на валу двигателя ручного инструмента (электродрели). Регулировку проводят в двух плоскостях, при этом вначале устраняют биение в одной плоскости, потом — в другой. Ход работ:
- Зафиксируйте дрель на столе (в лежачем положении).
- Прокрутите патрон, чтобы нужная пара болтов стала параллельна столу.
- Проверните патрон на 180 градусов и зафиксируйте отклонение патрона.
- Исключите биение, подтягивая и ослабляя пару винтов.
Аналогичным образом поступают со второй парой винтов. Чтобы отклонение в двух плоскостях было заметнее, используйте длинное сверло.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.
Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.
Читать также: Чем закрепить провод в штробе
Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
Источник: instrumentbaza.ru
Подробный обзор токарного станка ТВ-4: особенности работы, габариты, технические характеристики
Токарно-винторезный станок ТВ-4 используется для обучения токарному делу учащихся школ, профессиональных училищ, колледжей. В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции.

Краткая история
Токарный станок ТВ-4 производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения. На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку токарный станок ТВ-4 изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Токарный станок ТВ-4 позволяет проводить следующие виды токарных работ:
- обработка цилиндрических поверхностей методом точения;
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.
Школьный токарный станок снабжен всеми узлами полноценного токарного инструмента.
Технические характеристики
Мощность электродвигателя токарного станка ТВ-4 составляет 0.6 КВТ. При этом полный его вес составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.

Основные параметры
К основным параметрам токарного станка ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в токарном станке ТВ-4 классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.

Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.

Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь токарного станка ТВ-4, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.

Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Токарный станок ТВ-4 относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм. Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
А вы знаете на что обращать внимание при покупке ТВ-4 – видео
Общая конструкция и принцип работы
Тумба токарного станка ТВ-4 изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Рисунки и описание устройства
Основой всего токарного станка ТВ-4 является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид





Общий чертеж


Расположение органов управления
К органам управления токарного станка ТВ-4 относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.
Кинематическая схема

Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.

Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.

Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.

Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.

Задняя бабка
Это упорная бабка или задняя бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.

Схема электрическая принципиальная

Инструкция по первому запуску и эксплуатации
Монтаж и установку токарного станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа токарного станка ТВ-4 необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция. Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Токарные станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Правила эксплуатации и ухода
Сам токарный станок ТВ-4 не рассчитан на массовое производство, поэтому при регулярной работе на нем важно следить за его нагрузкой.
Также при работе необходимо следить за наличием вибрации. Если на станке образуется вибрация, то его следует немедленно отключить и исправить данную неполадку. Обычно достаточно проверить и изменить крепление детали и рабочего инструмента.
Обзор станка, видео
Паспорт станка
Токарный станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в токарном станке ТВ-4 нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Современные аналоги
Несмотря на надежность и прочность токарного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.
- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок ТВ-4, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Как происходит ремонт
Источник: vseostankah.com
Токарный станок ТВ-4 «Школьник»
Профессия станочника сегодня, к сожалению, не пользуется популярностью. Молодежь неохотно идет на эту работу, да и учебных заведений, готовящих токарей или фрезеровщиков, почти не осталось. Однако тяга к металлу побуждает некоторых попробовать свои силы в токарном ремесле. Купить новый станок для бытовых потребностей сегодня не составляет труда.
Однако не стоит сбрасывать со счетов и старую технику, бывшую в употреблении — б/у. Вниманию людей, которым нравится самим из куска металла выточить нужную деталь, представляется самый, пожалуй, дешевый на сегодняшний день станок.

Область применения
«Школьник», заводской индекс которого — ТВ-4, выпускался Ростовским специализированным заводом «Учебное оборудование» с начала 70-х годов прошлого столетия.
Основное назначение — дать ученикам первоначальные навыки работы в металлообработке, что являлось составной частью советской системы образования, ставящей целью воспитать у будущих граждан любовь к труду. На этом оборудовании школьников обучали мастера производственного обучения — «трудовики», ставшие в последнее время объектом неумных шуток современных юмористов. Особенности станка с учетом его назначения:
Благодаря малой мощности двигателя
И узкому диапазону скоростей шпинделя повышается безопасность работы при металлообработке, что особенно актуально в отношении подростков с их шаловливыми ручками.
Органы управления
Расположены на удобной высоте, соответствующей росту среднего старшеклассника. Для взрослого человека рабочая поза будет неудобной, и потребуется приподнять станок.
Функциональные возможности
Несколько ограничены с целью упрощения и удешевления конструкции. Это, конечно, большой минус. Но, как показывает опыт владельцев, при желании можно доработать конструкцию.
Операции выполняемые на ТВ-4
- наружное точение деталей типа вала;
- растачивание отверстий;
- подрезка торцев;
- отрезание заготовок нужной длины;
- нарезание наружной и внутренней резьбы;
- сверление отверстий.
Сегодня большинство этих станков доживают свой век в частных руках. Их можно увидеть в мастерской фермера, на станции техобслуживания автомобилей (СТО), у самодеятельного любителя технического творчества.
Преимущество ТВ-шек состоит в их неубиваемости. Если новые компактные аппараты зарубежного производства, напичканные электроникой, в случае поломки ощутимо облегчат ваш карман, да и достать иной узел в ремонтных службах не всегда получается, то здесь ломаться практически нечему, а найти нужную запчасть не составит труда.
Технические характеристики
Паспортные данные ТВ-4:
- С одной установки можно обточить вал диаметром 125 и длиной 300 мм.
- Длина обрабатываемой заготовки — 350, а наибольший размер обрабатываемого диска — 200 мм.
- Сечение прутковой заготовки — не более 1,5 см.
- Передняя часть шпиндельного отверстия и пиноль задней бабки расточены под конус Морзе №2.
- Число оборотов патрона в минуту — от 120 до 710 (6 скоростей).
- Автоматическая продольная подача (3 ступени) составляет от 0,08 до 0,12 мм на один оборот заготовки, а резьба нарезается только метрическая (правая или левая). Шаг ограничен тремя величинами: 0,8, 1,0 и 1,25 мм.
- Мощность электродвигателя — 0,6 кВт, частота вращения — 1440 об/мин.
- Габаритные размеры (длина, ширина, высота) составляют соответственно 1,1×0,5×1 м.
- Весит станочек по нынешним временам прилично — 280 кг.
Описание основных узлов
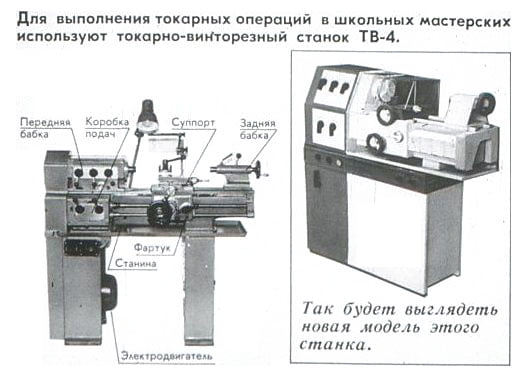
Станок своей компоновкой повторяет контуры своих взрослых сородичей. На фото показан внешний вид ТВ-4.
Основание
Чугунная станина с продольными направляющими, установленная на двух вертикальных стойках, играет роль подставки. Внутри левой стойки, почти на полу, на подмоторной плите находится асинхронный двигатель главного движения. Существует некоторая путаница относительно его мощности. Даже в техническом паспорте встречаются различные цифры: 0,6 или 1 кВт.
В правой стойке располагается электрооборудование. Слева на станине размещается коробка скоростей (КС), справа — задняя бабка.
Передняя бабка
Объединяет в себе шпиндельный узел и КС. В чугунном корпусе находятся несколько зубчатых передач, посредством которых вращение от ведущего вала, приводимого клиноременной передачей, передается к шпинделю с закрепленным на его передней части трехкулачковым патроном для зажима заготовок. С целью смазки в коробку заливается минеральное масло, уровень которого контролируется через стекло маслоуказателя. Осевой люфт передней опоры, состоящей из двух радиально-упорных подшипников, выбирается регулировочной гайкой. Совпадение осей шпинделя и поддерживающей пиноли обеспечивается с помощью двух регулировочных винтов, расположенных в основании корпуса КС.
Задняя бабка
Предназначена для установки вращающегося или неподвижного центра, а также группы сверлильных инструментов: сверла, зенкеры, развертки. Для наладочных перемещений бабки используется внутренняя пара направляющих, расположенных на станине. Имеются два зажимных рычага. Одним фиксируют продольное положение узла, другим зажимают от смещения пиноль.
Гитара
Так называется передаточное устройство между коробками скоростей и подач. Оно предназначено для того, чтобы передать вращение от КС к ходовому валу, служащему для перемещения продольного суппорта. Передаточное отношение механизма постоянно и составляет 1:4.
Коробка подач (КП)
Ее назначение состоит в том, чтобы передавать вращение от гитары на ходовой вал или винт, изменять частоту их вращения, а в конечном итоге — подачу или шаг нарезаемой резьбы. Кроме того, с ее помощью реверсируют перемещение суппорта. Рукоятка переключения с ходового вала на винт выполняет и функцию блокировки, чтобы не допустить их одновременного включения. Смазка производится заливаемым в коробку маслом. Шестерни смазываются путем разбрызгивания, а верхние детали — с использованием фитилей, для пропитки которых под крышкой коробки имеется заливное масляное корыто.
Суппорт
Привод перемещения резца включает в себя 3 движения: вдоль направляющих станины (продольный суппорт), перпендикулярное (поперечный) и дополнительное перемещение (верхние салазки). Продольный суппорт оснащен автоматической подачей, два остальных движения осуществляются вручную. Верхние салазки могут поворачиваться на 45° в каждую сторону. На них установлении 4-х позиционный резцедержатель для закрепления режущего инструмента.
Фартук
Целью этого устройства является преобразование вращения выходных органов КП (вал или винт) в линейное перемещение суппортного узла. Чтобы включить продольную подачу следует повернуть вверх левый рычажок фартука, при этом включится кулачковая муфта и ведущая шестерня войдет в зацепление с ходовой рейкой, в результате чего суппорт начнет перемещаться. Включив с помощью правого рычага разрезную (маточную) гайку, которая охватит вращающийся ходовой винт, производят нарезку резьбы.
Электрооборудование
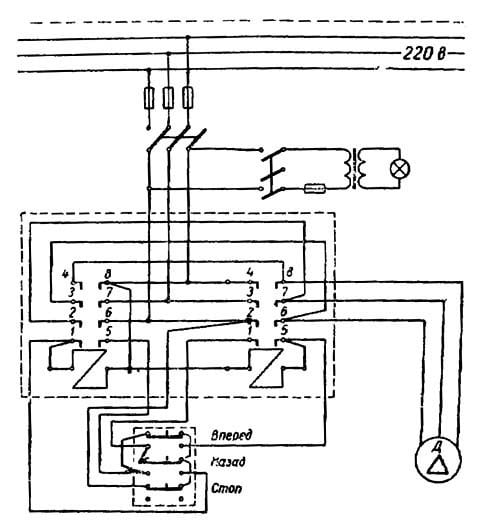
Электросхема станка приведена на рисунке. Включает в себя:
- 3-х фазную электрическую цепь напряжением 380 В;
- плавкие предохранители;
- главный выключатель;
- понижающий трансформатор для освещения на 12 В;
- реверсивный магнитный пускатель;
- синхронный электродвигатель.
В быту удобнее использовать однофазное напряжение 220 В. Поэтому большинство владельцев переделывают электрооборудование. Для этого переключают обмотки статора со звезды на треугольник с подключением пусковых конденсаторов. Другой способ заключается в применении частотного регулирования (частотник). Последний позволяет еще и бесступенчато регулировать число оборотов двигателя.
Как правильно купить б/у станок
Самый простой способ оценить рынок предложений — зайти на биржу Авито. Объявлений по продаже ТВ-4 вроде бы и много. Аппетиты продавцов различны. Цены начинаются от подозрительных 14 тысяч и заканчиваются совершенно неадекватной суммой — 120 000 рублей. Большинство просят от 35 до 65 тысяч.
Но Россия-матушка велика. Если ограничить регион поиска местом вашего проживания, останется одно-два предложения. Как говорится: «За морем телушка — полушка, да рубль перевоз». Состояние станка можно оценить по его фотографии, размещенной на ресурсе. Ну, а дальше — дело покупателя.
Скорее всего, за исправный, полностью укомплектованный товар придется уплатить 40 — 60 тысяч. Если же станок требует восстановления или ремонта, покупать его более чем за 20 тысяч нецелесообразно.
Впрочем, все зависит от ваших возможностей, как финансовых, так и прочих (наличие инструментальной базы, помещения и слесарных навыков). Прежде чем покупать некомплектный товар, поинтересуйтесь, реально или нет достать недостающие детали или узлы. Если есть сомнения, откажитесь от покупки.
Что проверять при покупке
Немного о том, как оценить состояние станка. Если он подключен к электросети, проверка значительно упрощается. Что проверяется:
- вращение шпинделя на каждой из 6 ступеней (прямое и обратное);
- работа автоматической подачи продольного суппорта;
- вращение ходового винта, надежность включения маточной гайки, переключение шагов резьбы и ее направления;
- перемещение поперечных салазок, а также верхней поворотной каретки;
- выдвижение пиноли при вращении ее маховика, а также работа механизмов фиксации задней бабки и зажима пиноли.
Эти проверки касаются только работоспособности механической части. Кроме этого необходимо проверить износ деталей и точность расположения узлов:
Износ направляющих
Проверяют визуально и на ощупь — если заметны ступени на границе между трущейся поверхностью и нерабочей.
Осевую игру шпинделя
Проверяют, дергая с усилием за его переднюю часть или за патрон.
Износ пиноли задней бабки
Определяют таким же способом, дергая за ее конец в поперечном направлении. При этом ее следует выдвинуть примерно на 2/3 длины.
Совпадение осей шпинделя и пиноли
Проверяют путем пробного обтачивания валика длиной около 30 см. Разность диаметров на его концах должна быть не более 5 соток (0,05 мм).
ТВ-4, конечно, не предназначен для работы, требующей высокой производительности, поскольку изначально не был рассчитан на интенсивные режимы (частота вращения, подача, глубина резания). Однако выточить сломавшуюся деталь бытовой техники на нем не составит труда.
В быту часто возникают ситуации, когда нужно срочно выполнить какие-то токарные операции, пусть и не всегда сложные. Обычно приходится искать токаря, что сегодня довольно затруднительно, и требует потери времени. А дело стоит. Поэтому «Школьник» окажется хорошим помощником для любителей делать что-то своими руками.
Источник: stanki-info.ru