Технология сварочных работ: хранение электродов, способы и режимы сварки, сварка при низких температурах — Способы, режимы и приемы сварки
| Технология сварочных работ: хранение электродов, способы и режимы сварки, сварка при низких температурах |
| Сварочные проволоки |
| Электроды для дуговой сварки |
| Техника ручной дуговой сварки металлическими электродами |
| Сварка угольным электродом |
| Сварка сталей |
| Подготовка металла к сварке |
| Свариваемость металлов |
| Способы, режимы и приемы сварки |
| Безогарковая сварка |
| Сварка тонколистового металла |
| Сварка при низких температурах |
| Сварка при низкой температуре: технологические трубы |
| Сварные соединения и швы |
| Элементы геометрической формы подготовки кромок под сварку |
| Условные обозначения швов сварочных соединений |
| Сварка металлов большой толщины |
| Технология дуговой сварки легированных сталей |
| Сварка чугуна |
| Разновидности дуговой сварки чугуна |
| All Pages |
Page 9 of 20
КАК НАЧИНАЮЩЕМУ СВАРЩИКУ ПОДОБРАТЬ ПРАВИЛЬНЫЙ ТОК ДЛЯ СВАРКИ ТОНКОГО МЕТАЛЛА
СПОСОБЫ И РЕЖИМЫ СВАРКИ
Форма и размеры шва в основном определяются режимом сварки.
При ручной дуговой сварке основными параметрами режима являются:
• диаметр электрода, мм;
• величина тока, А;
• род и полярность тока.
При сварке в вертикальном положении не следует выбирать электроды диаметром 5 мм.
При сварке в потолочном и горизонтальном положениях на вертикальной плоскости не рекомендуется использовать электроды диаметром более 4 мм.
ПРИЕМЫ СВАРКИ
Сварка в нижнем положении
При нижнем положении электрод можно перемещать в любом направлении: слева направо, справа налево, от себя, к себе и т.д. Электрод следует наклонять под небольшим углом (10-15°) к вертикали в сторону ведения сварки. Не следует наклонять электрод в сторону какой-либо кромки, чтобы не вызвать при этом подреза. Если позволяют условия, то швы угловых, тавровых и нахлесточных соединений необходимо сваривать в положении «в лодочку», что создает большие неудобства для сварщика.
Корневой валик выполняется ниточным, т.е. без колебательных движений электродом.
В зависимости от размеров сечения швов они выполняются однослойными или многослойными.
Однопроходная сварка производительна и экономична, но у нее имеются недостатки: металл шва имеет грубую структуру. Одновременно увеличивается зона термического влияния, что также нежелательно.
Уширенные швы выполняются с различными поперечными колебательными движениями торца электрода. Цель этих движений — создать общую для обеих кромок сварочную ванну и обеспечить хороший провар.
Как настроить сварочный ток
Сварка в вертикальном положении
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому объем расплавляемого металла уменьшают снижением сварочного тока на 10— 15% по сравнению с нижним положением, а диаметр электрода ограничивают 5 мм (чаще всего 4 мм).
Процесс сварки в вертикальном положении таков:
♦ в начале шва электрод устанавливают перпендикулярно поверхности свариваемого изделия;
♦ затем электрод немного наклоняют вниз для того, чтобы силой давления газов дуги препятствовать стеканию металла сварочной ванны.
Сварку следует вести снизу вверх. При низкой текучести жидкого металла можно вести сварку сверху вниз.
Сварка сверху вниз применяется обычно для деталей из тонкого металла (этот способ требует высокой квалификации).
Сварка в наклонном положении
Довольно часто сварные швы выполняются в наклонном (по отношению к горизонтали) положении, т.е. шов ведут вверх по наклонной плоскости. Угол наклона до 15-20° не создает никаких затруднений в сварке и даже улучшает качество шва.
Больше сложностей возникает при сварке, когда наклон деталей составляет 30—45°.
Сварка в горизонтальном положении
Такой вид сварки представляет больше трудностей, чем сварка в вертикальном положении. Это связано с тем, что при сварке стыковых соединений жидкий металл стекает с верхней кромки, а при этом неизбежно образуется подрез.
В связи с этим для облегчения сварки скос кромки делают только у верхнего листа.
В большинстве случаев (особенно при сварке неповоротных стыков трубопроводов) горизонтальные швы выполняются ниточными валиками (без колебательных движений).
При этом виде сварки сварочный ток снижают и ограничивают диаметр электрода точно так же, как и при вертикальном положении шва.
Сварка в потолочном положении
Такой вид сварки наиболее труден, потому что направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения обьема расплавляемого металла, что достигается ограничением диаметра электрода 4 мм и снижением сварочного тока на 15- 20% по сравнению с нижним положением.
Для сварки в потолочном положении пригодны электроды, дающие небольшой шлак. Хороший провар корня шва при потолочном виде сварки обеспечивается применением электродов диаметров не более 3 мм.
Сварка электродами с высоким коэффициентом наплавки
Сварка производится электродами , покрытия которых содержат железный порошок (АНО-1, ОЗС-,3 и др.). Сварка производится в нижнем и наклонных положениях.
Сварка опиранием электрода на изделие.
Покрытие электрода, составленное из тугоплавких материалов, плавится несколько медленнее, чем стержень электрода. При этом на конце электрода образуется козырек.
Опираясь этим козырьком на основной металл, следует перемещать дугу вдоль шва без колебательных движений.
За счет большой концентрации тепла изделие проплавляется на большую глубину. Одновременно уменьшается объем наплавляемого металла, а прочность шва остается неизменной.
Сварка трехфазной дугой
При сварке таким способом благодаря увеличению количества тепла, выделяемого в единицу времени возрастает и объем расплавляемого металла. Для сварки трехфазной дугой применякггся специальные электроды.
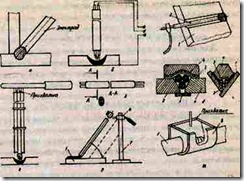
Рис. 21. Способы ручной дуговой сварки:
а — опиранием, б — трехфазной дугой, в — специальным электродом для трехфазной сварки, г — пучком электродов, д — лежачим электродом, е — неистинным электродом, ж — ванная сварка
Сущность способа состоит в следующем: в держатель, имеющий два токоподвода, закрепляют электрод, представляющий собой два электродных стержня с качественным покрытием. Через токоподводы в. держателе к электродным стержням подводят две фазы сварочной цени. Третью фазу подводят непосредственно к детали. Во время сварки дуга горит между двумя электродами и между каждым электродом и изделием.
Сварка трехфазной дугой применяется при изготовлении конструкций, требующих значительного объема наплавленного металла, при наплавке твердых сплавов, исправлении дефектов в стальном литье, при сварке соединений, требующих глубокого проплавления, при сварке ванным способом стальной арматуры диаметром 60-120 мм.
Сварка пульсирующей дугой
Применение пульсирующего дугового разряда позволяет подобрать режим сварки таким образом, чтобы избежать стекания расплавленного металла сварочной ванны в любых пространственных положениях, увеличить проплавляющую способность сварочной дуги, снизить вероятность прожогов при сварке корневого шва, значительно упростить технику сварки и в конечном итоге улучшить качество сварки. Поддерживая дугу постоянной, следует подавать электрод по мере его оплавления и поступательного движения вдоль стыка без периодического отвода электрода от изделия. Технргка сварки упрощается потому, что операции по дозированию тепловой энергии переносятся на реле пульсации дуги. С увеличением ширины разделки кромок используют поперечные колебания электрода, стремясь к тому, чтобы максимальные тепловложения приходились на кромки, а минимальные — на середину стыка.
Пульсирующий режим сварки получают с помощью реле пульсации типа РПД.
Сварка пучком электродов
Принцип этого способа состоит в том, что дна или несколько электродов соединяют в пучок (в двух-трех местах контактные концы свариваются друг с другом), которым при помощи обычного электродержателя ведется сварка. При сварке пучком электродов дуга возникает между свариваемым изделием и одним из его стержней, по мере оплавления последнего переходит на соседний, т. е. дуга горит попеременно между каждым из электродов пучка и изделием. В результате этого нагрев стержней электродов внутренним теплом будет меньше, чем при сварке одностер-жневым электродом при той же величине тока.
Поочередное горение дуги между изделием и каждым из электродов позволяет применить большую плотность тока, увеличить глубину проплавления и скорость сварки.
Сварка лежачим электродом
Сущность этого способа заключается в том, что электрод с качественным покрытием укладывается в разделку шва.
Такой тип сварки применяется для изготовления однотипных изделий. При этом используются специальные электроды, длина которых вдвое больше стандартных.
Один или несколько электродов укладывают в разделку шва изделия, закрывают бумажными прокладками (или флюсом) и прижимают медной или бронзовой колодкой. Медная или графитовая подкладка не допускает вытекания расплавленного металла.
Дугу между концом электрода и изделием возбуждают вспомогательным электродом, после чего она продолжает гореть. Ее длина постоянна и равна толщине покрытия.
Длина дуги в процессе горения равна толщине слоя покрытия.
Для сварки лежачим способом используют электроды диаметром 6-10 мм, длину которых подбирают равной длине шва, но не более 800- 100 мм.
Сварка наклонным электродом
Электрод опирается краем покрытия на изделие, и дуга, возбужденная вспомогательным электродом, горит с постоянной длиной. Обойма держателя по мере расплавления электрода перемещается по штанге. Использование этого способа , как и предыдущего, предусматривает работу одного сварщика в нескольких местах.
Сварка электродами больших размеров
Для сварки этим способом применяются электроды диаметром 6, 8, 10, 12 мм (при величине тока ЗоО, 450 и 600 А). Сварка электродами больших диаметров имеет следующие недостатки:
♦ большая масса электродержателя с электродом приводит к быстрому утомлению сварщика;
♦ электродами больших диаметров трудно выполнять сварку в узких местах;
♦ при сварке электродами больших диаметров возникает значительное магнитное дутье.
Ванная сварка
Она применяется для соединения встык арматурных стержней больших диаметров, железнодорожных рельсов. Ее выполняют одним или несколькими электродами.
Чаще всего применяются электроды УОНИ-13/5оУ и УОНИ-13/85У при повышенной величине тока, что обеспечивает разогрев свариваемых элементов для создания большой ванны жидкого металла. Ванну жидкого металла удерживают специальной формой. Сварку начинают с нижней части формы в зазоре между торцами стержней, передвигая электрод вдоль этого зазора.
В процессе сварки наплавляемый металл все время должен находиться в жидком состоянии, поэтому электроды следует менять как можно быстрее. Когда уровень жидкого металла будет находиться выше середины сечения стержней, тепловое действие дуги уменьшают, для чего ее направляют в центральную часть ванны. Для получения прочного сварного шва его выполняют с усилением. Уровень шва должен быть выше поверхности стержней.
В конце процесса сварки для ускорения охлаждения ванны следует периодически прерывать дугу. Для экономии металла применяются разъемные формы, изготовленные из меди или керамики.
Сварка ультракороткой дугой с глубоким проплавлением
При этом способе используются специальные электроды, например ЦНИИЛСС-УКД, с покрытием, содержащим тугоплавкие жаропрочные компоненты и способствующим увеличению глубины проплавле-ния. Масса покрытия достигает 60-80 % массы стержня.
Электрод опирается на заготовку кромкой покрытия, образовавшейся в результате расплавления стрежня, и перемещается с повышенной скоростью. Угол наклона электрода составляет 70-85 о к поверхности заготовки. Сварка выполняется короткой дугой при повышенной силе тока. Повышение производительности достигается увеличением доли расплавленного основного металла в шве.
Сварка ультракороткой дугой требует тщательной подготовки соединяемых заготовок: поверхность кромок должна быть очищена от ржавчины, зазор между кромками не должен превышать 10 % толщины заготовки. Способ примепеняют в основном при выполнении угловых и тавровых соединений.
Источник: mashmex.ru
Как правильно произвести настройку сварочного тока?
Сварочный ток – это основной параметр электродуговой сварки. От него зависит качество соединения и срок его эксплуатации. Электрический ток регулируется в широком диапазоне. Его величину устанавливают, исходя из характеристик и свойств базового металла.
Основные понятия
Единицей измерения электрического тока является ампер. По своим свойствам бывает:
- Постоянный. В данном случае энергия не меняет своих параметров. Постоянный сварочный ток используют в полупроводниковых инверторах и сварочных выпрямителях.
- Переменный. Характеризуется постоянным изменением направлением движения электронов. Такой тип используется в электроснабжении многоквартирных и частных домов. Принцип использования переменной энергии реализован в понижающих сварочных трансформаторах, первичная обмотка которых подключается к сети 220 или 380 В.

Принцип работы трансформатора.
Помимо типа сварочного тока, на качество будущего соединения влияют следующие параметры:
- Толщина свариваемых элементов.
- Тип металла или сплава, с которым предстоит работать.
- Параметры и величина сечения электродного элемента.
- Применяемое сварочное оборудование и величина тока.
На последнем пункте следует остановиться подробнее. Зависимость между силой тока и количеством теплоты прямая. Чем выше первый показатель, тем больше тепла выделяется при горении электрической дуги, соответственно, базовая поверхность нагревается быстрее, увеличивая производительность.
Исходя из этого, чем выше толщина заготовки, тем сильнее должен быть ток для полного проплавления металла.
[stextbox увеличении силы тока следует подбирать электроды большего сечения, иначе энергия будет расходоваться нерационально.[/stextbox]
Как подбирает опытный сварщик?
Грамотный подбор рабочих параметров зависит от квалификации специалиста. Для новичков разработаны специальные таблицы сварщика. В них указаны все необходимые параметры работы. Точкой отсчета является диаметр электрода.
Опытный сварщик не задается вопросом, как подобрать ток для сварки инвертором, или другим аппаратом. Рассмотрим, на основании каких показателей, можно подобрать оптимальные показатели сварки.
Во время соединения деталей протекают специфические химические и физические процессы, которые сопровождаются характерными звуковыми и визуальными эффектами. К ним относят:
- Стабильность и интенсивность горения электрической дуги.
- Величина зоны расплава.
- Текучесть металла.
- Скорость кристаллизации.
- Форма шва.
Анализируя совокупность вышеуказанных факторов, специалист может правильно выбрать, а в случае необходимости и откорректировать в процессе работы, сварочные параметры.
Важным показателем является величина сечения присадочного материала, особенности выбора которого будут рассмотрены ниже.
Зависимость от толщины электрода
Техническая документация и учебные пособия содержат таблицы, позволяющие выбрать оптимальный тип и величину сечения электрод, в зависимости от свойств свариваемого материала.
Итак, как выбирают диаметр электрода в зависимости от толщины металла? Прежде чем разобраться с этим вопросом, необходимо изучить изменения, которым подвергаются поверхность и присадочный материал с увеличением энергии. В первую очередь, при повышении силы тока увеличивается тепловое воздействие, что ускоряет процессы плавления электродов и плоскости. Например, оптимальная сила тока для электрода 3 мм составит 65-100 А, в зависимости от типа основного металла.
В качестве примера ознакомьтесь с таблицей подбора диаметра электрода для сварки.

[stextbox увеличением сечения повышается плотность сварочной дуги, которая является соотношением количества ампер к контактной площади. Единица измерения – А/мм 2 .[/stextbox]
От плотности зависит процесс формирования шва. Используя стержень большого диаметра, плотность будет уменьшаться, при неизменном количестве задействованных ампер. Таким образом, толщину электрода нужно увеличивать в зависимости от изменения толщины металла.
Практическое определение
Квалифицированный специалист легко подберет оптимальный режим соединения, вне зависимости от режима сварки, ММА или MIG. Новичкам чаще приходится обращаться к справочной литературе.
Производители сварочного оборудования и расходных материалов снабжают свои продукты инструкциями по эксплуатации, содержащими рекомендациями по выбору режима. Такую информацию следует считать приоритетной.
При работе на производственных площадках отсутствует возможность изучения технической литературы. Для выбора параметров были разработаны простые формулы, позволяющие подобрать показатели в считанные секунды.
Расположение и характер шва

Влияние скорости движения электрода на тип шва.
Помимо характеристик сварочной дуги, на форму и качество будущего шва влияют следующие параметры:
- Предварительная подготовка поверхности, а именно – подготовка кромок.
- Скорость движения электрода.
- Тип шва. Бывает одно- или двухсторонний.
- Угол сваривания элементов.
Горизонтальный способ сваривания считают самым комфортным. Он позволяет сразу выставить оптимальные параметры аппарата, чего не скажешь о вертикальных или потолочных швах.
Это связано с тем, что расплавленный металл, находясь в горизонтальной плоскости, не будет растекаться. Можно сразу приступать к работе на высоких параметрах, что позволить быстрее прогреть металл, увеличив скорость соединения.
Ввиду сложности расположения, наиболее сложной работой считают сварку потолочных швов. Работу выполняют только на низких параметрах, что не всегда позволяет обеспечить глубокий прогрев заготовки. В противном случае расплавленный металл будет быстро стекать с поверхности, под действием силы тяжести.
[stextbox постепенном прогреве поверхности расплавленный металл будет держаться под действием силы поверхностного натяжения.[/stextbox]
К работе с потолочными соединениями допускаются только квалифицированные сварщики, способные контролировать степень нагрева деталей. В некоторых случаях используют альтернативный метод работы с потолочным швом – вместо снижения силы тока увеличивают скорость движения электрода. В результате металл не успевает приобрести сильную текучесть, а скорость выполнения работ увеличивается.
При снятии фаски с поверхности опытные специалисты рекомендуют несколько снизить токовые параметры, поскольку форма подготовленной детали обеспечивает более глубокую проплавку без увеличения мощности электрической дуги. Вместе с тем, скорость движения присадочного материала необходимо увеличить, во избежание прожогов изделий.
Как изменяется величина сварочного тока при увеличении длины дуги?
Электрическая дуга – рабочий инструмент сварщика, не зависимо от параметров работ и источника питания. Горение сопровождается выделением большого количества тепла, которым воздействуют на базовую поверхность и присадочный материал, создавая зону расплава. С помощью дуги выполняют следующие виды работ:
- Ручная дуговая сварка. Разряд воздействует непосредственно на поверхность, расплавляя металл и электрод. При изменении агрегатного состояния флюсовое покрытие выделяет газы, которые защищают зону расплава от контакта с атмосферой.
- Полуавтоматическая. В этом случае используется электрод, изготовленный из тугоплавкого материала. Присадочным материалом является проволока, подающаяся на дугу. Зону расплава защищают инертные газы.
- Автоматическая. Используется на крупных промышленных предприятиях. Исходя из названия, работа на таких установках не требует большого числа обслуживающего персонала. Несмотря на то, что работа может выполняются одновременно на нескольких постах, для управления достаточно одного оператора.
От параметров дуги зависит интенсивность прогрева поверхности и другие качественные показатели. На ее образование влияет диаметр сечения электрода – чем он больше, тем толще будет электрическая дуга. На свойства шва оказывает влияние не только толщина, но и длина дуги. Рассмотрим, как изменится величина сварочного тока при увеличении длины дуги.
Увеличение дуги вызвано изменением расстояния между наконечником стержня и свариваемой поверхностью. Электрический разряд начинает удлиняться, теряя свою плотность. При этом температурное воздействие на заготовку снижается.
По достижению критической точки, разряд потеряет свою стабильность и погаснет. Максимально возможная удаленность между точками зависит от параметров сваривания.
[stextbox очень часто гаснет у неопытных сварщиков, при неосторожном движении кистью, которое увеличивает расстояние между анодом и катодом. Современные сварочные инверторы оснащены полезной функцией, которая называется «форсаж дуги». Ее функция заключается в увеличении амперных характеристик при удлинении дуги.[/stextbox]
Как правильно подобрать на инверторе?

Инвертор – продукт полупроводниковых технологий. Главные преимущества данного аппарата – малые габариты, по сравнению со сварочными трансформаторами и высокий КПД, достигающий 95 %. Современные инверторные агрегаты способны работать в диапазоне от 20 до 500 А. Имеется ряд полезных функций, призванных облегчить мастеру жизнь:
- Быстрый старт;
- Форсаж дуги;
- Антизалипание электрода.
Многие аппараты оснащены приборами термозащиты. Профессиональные модели имеют пыле- и влагозащищенную конструкцию, способную функционировать в сложных условиях.
Все это делает аппараты идеальным выбором для домашнего пользования. После приобретения, начинающий специалист не знает, какой выбрать ток для сварки инвертором. Для решения этой проблемы следует руководствоваться рекомендациями завода-изготовителя. В случае их отсутствия, воспользуйтесь справочной литературой.
С основными сложностями сварщик сталкивается при работе с тонколистовым металлом, который очень легко прожечь. Подходить к этому процессу следует с особой осторожностью. Например, для сварки стального листа толщиной 0,8 миллиметров, необходимая сила тока составит 35 А. Рекомендуемая толщина электрода – не более 1,8 мм.
При работе с электродами диаметром 3-4 мм, которые считают самыми ходовыми для домашних работ, для расчета необходимых амперных характеристик, существует следующая формула:
Где I – сила тока, а d – величина сечения электрода.
Какое влияние имеет полярность?

Не зависимо от типа сварочного оборудования, режим выполнения работ тесно связан с полярностью. Она бывает двух типов:
При прямой полярности анод подключают на свариваемую деталь, а катод – на электрод аппарата. Процесс характеризуется ускоренным плавлением присадочного материала, скорость которого превышает интенсивность расплава заготовки.
Использование прямой полярности приводит к увеличению расхода электродного материала. Это оправдано при работе с тонколистовым металлом, либо при сварке тонкого элемента с массивной деталью.
Обратная полярность характеризуется подключением анода на электрод, а катода – на основной металл. При этом процесс приобретает противоположные качества – интенсивное плавление заготовки при экономном расходе электродов. Обратная полярность помогает работать с изделиями большой толщины.
Заключение
Основными параметрами, которые влияют на качество соединения, являются: сварочный ток, тип электродов и параметры дуги. Кроме того, следует помнить, что свойства различных металлов требуют индивидуального подхода. Опытный специалист без труда выберет оптимальный режим без дополнительной помощи. Новичку рекомендуем использовать справочники, во избежание получения некачественных швов.
[stextbox 5-го разряда Еремин Владимир Михайлович. Опыт работы – 13 лет: «Я работаю сварщиком на металлургическом комбинате. Участок выполнения работ – конвертерный цех, наложил свой отпечаток на тип работ. Очень редко сталкиваюсь с элементами, толщиной менее 10 мм. Варю, в основном, током обратной полярности – это помогает экономить электроды и увеличить степень прогрева рабочей зоны, что в итоге влияет на качество шва».[/stextbox]
Вам также будет интересно
Источник: svarka.guru