Производство токарного станка ТВ-6 было налажено ещё более 30 лет тому назад. Специалисты ростовского завода, на котором производится учебное оборудование для школ и других учреждений образования, разработали эту модель для обучения основным начальным навыкам профессии токаря.
У этого станка сравнительно небольшие технические возможности и доступно выполнение только нескольких несложных токарных операций:
- получение отверстий сверлением;
- обработка торцов подрезкой;
- нарезки метрической резьбы;
- выполнение проточки и расточки деталей цилиндрических и конических форм;
- обрезка фрагмента заготовки.
Несмотря на небольшой перечень выполняемых операций, профессиональный токарь может изготавливать на таком станке детали с высокой точностью. А стоимость станка ТВ-6 в несколько раз дешевле, чем профессионального оборудования. Поэтому многие частные мастера предпочитают приобретать их для своих мастерских.
Назначение и область применения
Новая модель станка, заменила ТВ-4, более устаревший агрегат. Даже при упрощенной конструкции, станок ТВ-6 имеет все необходимые составные элементы обычных винторезных устройств.
ТВ-4 режет шестерни
Наделен 6-ю скоростным шпинделем, 4-мя скоростями подач в суппорт, предполагает нарезание метрической резьбы без необходимости переставлять шестерни в гитаре.
ТВ-6 подходит для следящих видов работ:
- Проточка и расточка поверхности цилиндрического и конического типа.
- Подрезка торцов.
- Отрезка.
- Нарезка резьбы метрического типа.
- Сверление.
Электрооборудование

В состав такого оборудования ТВ-6 входит основной двигатель, который работает от напряжения 380 Вольт и развивает мощность в пределах 0,75…1,1 кВт.
Для управления двигателем имеется кнопочный пульт управления и распределительный щит. На пульте есть две кнопки, служащие для пуска и остановки станка. При этом двигатель и пульт управления установлены в левой тумбе, а щит – в правой. В состав щита входят следующие элементы:
- Магнитный пускатель с возможностью реверса.
- Пакетные переключатели высокого и низкого напряжения.
- Понижающий трансформатор для лампы подсветки.
- Защитные предохранители.
Конструктивные элементы

Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
- Переднюю и заднюю бабку.
- Коробку подач.
- Несущую станину.
- Сменную гитару.
- С защитным кожухом и экраном.
- Устройство, регулирующее подачу смазывающих веществ.
- Наличие фартука.
Каждый элемент расположен на своем обычном месте, определенные части можно заменять и сменять при обслуживании.
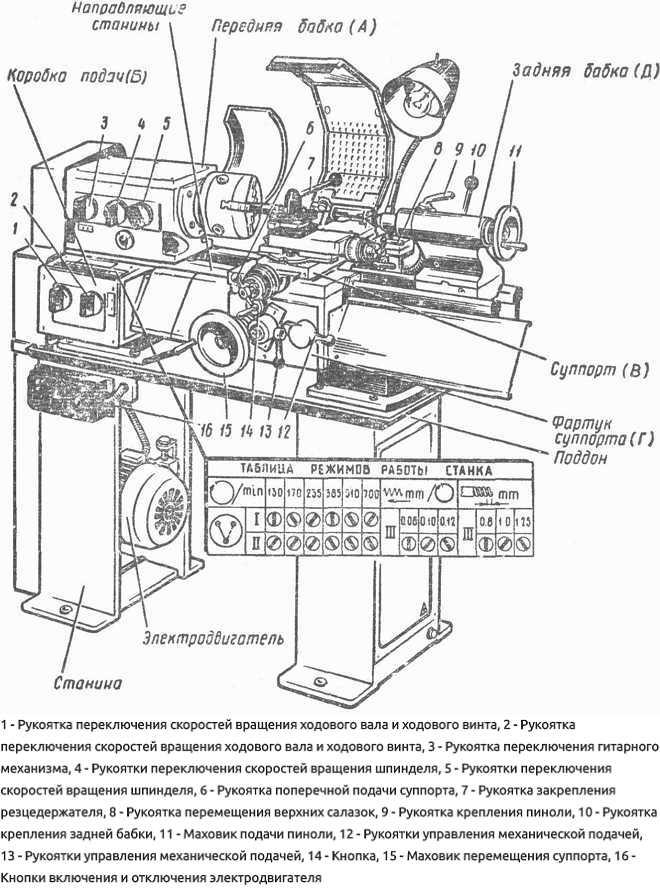
Схема органов управления

Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.

Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.

Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.

Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.

Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.

Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.

Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.

Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Понятие токарного станка
Первые полуавтоматические инструменты для обработки металла из дерева по подобию токарного станка были произведены на свет еще в 1 300 году до нашей эры. Прародителем современного агрегата был Древний Египет. На втором месте по развитию технологии обработки шли китайцы. В последующие столетия, примитивные конструкции токарного станка были распространены по всем уголкам планеты у развивающихся народов.

Первый полноценный токарный цельнометаллический станок был разработан в 1751 году, Вокансоном. Автоматизация же оборудования стала возможна только во второй половине 20 века. ЧПУ по сей день считаются элитой в отношении токарных станков, потому, для домашнего пользования люди закупают преимущественно машины с ручным типом управления – дешево и сердито.
| Достоинства токарных станков | Недостатки оборудования |
| Возможность изготовления элементов со сложной геометрией всего за один цикл по обработке. | Промышленные токарные станки по металлу стоят на рынке РФ не дешево. Аналогичная ситуация складывается и с обслуживанием оборудования. Особо крупные траты будут при работе с ЧПУ системами. |
| Оборудование позволяет обрабатывать любые типы металла – цветной и черный + разнообразные сплавы. Главное, правильно подобрать параметры по мощности и скорости обработки. | |
| Стружка из металла уходит на переплавку, а значит производство на токарных станках по металлу можно считать безотходным. | Большинство токарных станков имеют большие габариты и вес, что для гаражного использования зайдет единицам. |
| Высокий уровень чистоты поверхности изделия + многофункциональность за счет большого выбора сменных инструментов конструкции. |
Нивелировать недостатки можно за счет покупки бывшего в употреблении оборудования с ручной системой управления. Второй момент, обращать внимание на компактные модели устройств, предназначенных специально для гаражного пользования рядовыми покупателями.
Теперь пару слов о классификации токарных станков. Для удобства информацию представим в виде таблицы.
| Тип станка | Особенности | Популярность (из 5 ★) |
| Токарно-винторезный | Оборудование используется для обработки цветных и черных металлов/сплавов. Основные задачи – точение, нарезка метрической/дюймовой и прочих типов резьбы. Агрегаты относятся к категории универсальных, и часто используются для частного пользования либо мелкосерийного производства. | ★★★★★ |
| Токарно-карусельный | Ключевое отличие – ось вращения расположена вертикально. Используются для точения, подрезки торцов, прорезания каналов и нарезки резьбы. Использование дополнительных насадок расширяет функционал, добавляя фрезерование, шлифовку и точение фасонных поверхностей под копирку. | ★★★★ |
| Лоботокарный | Используется для обтачивания заготовок с большим радиусом и небольшой высотой. Минус агрегата – сложности монтажа изделий для обработки. | ★★ |
| Токарно-револьверный | Специализированная машина для изготовления деталей из прутка. | ★★ |
| Автомат продольного точения | Хорошо зарекомендовали себя в мелкосерийном производстве деталей из прутка, фасонного профиля и проволоки. Легко обрабатывают как цветные металлы, так и легированные типы стали. | ★★★ |
| Многошпиндельный автомат | Используется для получения точных заготовок из прутка различной геометрии сечения или труб. Преимущественно используется в промышленном производстве. Повышает КПД работ за счет ЧПУ и возможности выполнения нескольких операций. | ★★★★ |
| Токарно-фрезерный | Соединяет в себе функции обоих агрегатов. Особая конструкция машины позволяет использовать один шпиндель для статики и вращения, что хорошо заходит для обработки сложных заготовок. | ★★★ |
Существуют еще токарно-полировальные, токарно-отрезные и прочие подтипы станков, но они относятся к узкоспециализированным, а потому, широко распространения среди мелкого производства не приобрели.

Важным параметром при выборе станка является его степень точности обработки. Существует классификация на 5 классов – С, В, Н, А, П (от низшего к высшему). В зависимости от класса точности, формируется область применения оборудования + его стоимость.
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.

Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
Источник: mdx-mini.ru
Переделка крепления винта поперечной подачи ТВ-6М на подшипник и втулку (подшипник?).
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.

На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Переделка крепления винта поперечной подачи ТВ-6М на подшипник и втулку (подшипник?).
Борясь с люфтом поперечки, сделал я себе новую гайку. Но с тоской понимал, что без переделки крепежа винта сия гайка долго не проживет…
Для установки возле нониуса (спереди) был выбран подшипник 6801RS, размеры 21x12x5 мм. Насчет крепления хвостовика винта у меня нет законченой мысли: зело хочется туда подшипник поставить! В отверстие диаметром 17 мм чудно становится 689-й подшипник, 17х9х4 мм.
На моем фланце (как эта деталь называется правильно, не знаю, будет «фланец») удалось поставить упомянутый выше подшипник со стопорным кольцом.
Придется согласится, что паралельность винта относительно отверстия в подаче соблюдена на заводе, ибо не знаю, как проверить. В отверстии подачи вал болтается. Есть выход: сделать конус для центровки винта при сборке (красного цвета на чертеже, он же задает расстояние до тела салазок, чтобы когда его вынут, не было трения).
С креплением хвостовика во втулке (на нормальный подшипник там просто нет места) еще печальнее: при установленных фланце и нониусе подача не сдвигается так, чтобы был виден хвостовик винта. Решение: сделать прижимную скобу, которая будет устанавливаться вместо фланца и прижимать вал к салазкам (центрующий конус установлен). У меня получается расстояние от центра хвостовика винта до низа 11.5 мм, до боковой стенки – 12 мм. До задней стенки с учетом зазора в месте крепления фаланца – 12 мм. Расстояние между центрами крепежных винтов фланца на моем станке 31 мм, мерял по отверстиям в теле подачи
Просьба тем, у кого получится, проверить эти цифры!
Я нашел у себя шестигранник из чермета на 19 мм. Т.е. надо подложить снизу 3 мм-ю пластину.
Затем зажать струбциной по вертикали и просверлить сзади 2 отверстия под крепеж. Когда крепежные болты встанут на место, можно вместо прижимной скобы поставить фланец с подшипником (не вынимая центрующего конуса!) и зажать его. Ставим сбоку метки для отверстий под центрующие стержни (на чертеже черного цвета) с таким расчетом, чтобы приварить к краю фланца после его установки на место. Снимаем фланец, сверлим отверстия (у меня будут 3 мм, есть такие электроды) и вставляем туда стержни. После установки фланца привариваем стержни.
После этого можно поставить втулку-фиксатор винта относительно подшипника, (на чертеже зеленого цвета) она препятствует движению винта вперед. Естественно, отверстие придется рассверлить до 14.5 мм (я запасся втулкой на 14) и учесть наличие стопорного кольца. Движению назад препятствует втулка между подшипником и (надеюсь, понятно назвал) осью нониуса. После этого можно вынуть центрующий конус.
P.S. На чертеже неточность: подшипник и стопорное кольцо выступают в отверстия для установки крепежных болтов. Это для наглядности.
Изменено 16 апреля, 2012 пользователем Metal Ghost
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В. С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.

Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.

Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали.
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.

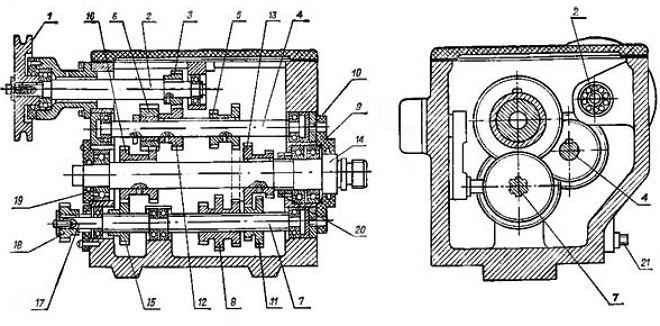
Основные узлы и органы управления станка ТВ-6
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.

Устройство передней бабки

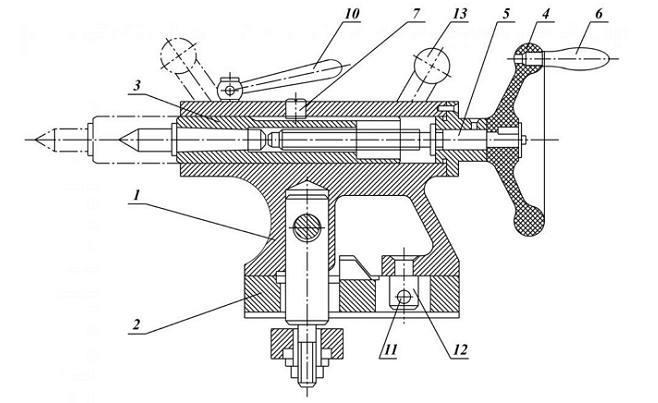
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении.
Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.

Коробка скоростей станка ТВ-6
Источник: sdk-spb.ru
Учебный токарно-винторезный станок ТВ-6: технические характеристики и устройство
Токарный станок ТВ-6, выпуск которого наладили в 80-х годах прошлого века на Ростовском заводе учебного станочного оборудования, был специально разработан для того, чтобы проводить на нем обучение азам профессии токаря. Устройством данной модели традиционно оснащали мастерские школ и специальных учебных учреждений.

Технические характеристики учебного токарного станка ТВ-6
Поскольку токарно-винторезный станок ТВ-6 был создан для того, чтобы проводить обучение начинающих специалистов, он обладает довольно скромными техническими характеристиками. На оборудовании данной модели можно выполнять простейшие токарные операции:
- подрезку торцов;
- сверление отверстий;
- расточку и проточку деталей цилиндрической и конической форм;
- нарезку резьбы метрического типа;
- отрезку части заготовки.
Токарно-винторезные станки ТВ-6 разрешается использовать только для изготовления изделий из стали и цветных металлов, которые не выделяют при обработке летучих соединений и мелкодисперсной пыли, могущих оказать вредное воздействие на организм обучающегося.
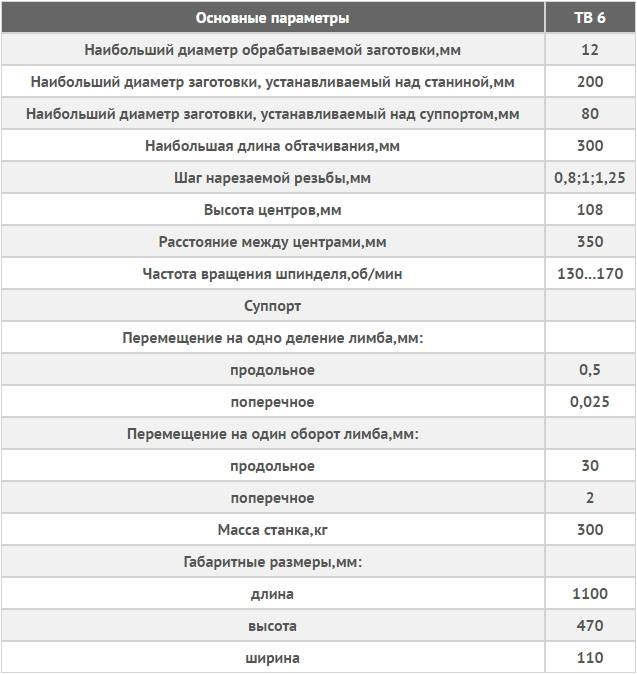
Основные технические характеристики станка ТВ-6
Вес (300 кг) и габариты токарного станка ТВ-6 (см. фото) впечатляют своим минимализмом: длина – 1440 мм, ширина – 470 мм, высота – 110 мм. Благодаря таким параметрам установить этот агрегат не составит труда даже в маленькой мастерской. Технические характеристики станка ТВ-6 позволяют обрабатывать на нем детали, максимальный диаметр которых составляет:
- 20 см – над станиной;
- 8 см – над суппортом.
На станке ТВ-6 можно обрабатывать заготовки, максимальная длина которых равна 35 см, а максимальная протяженность участка протачивания – 30 см. Важной характеристикой любого токарного станка является высота расположения его центров над опорной поверхностью резца, у данной модели оборудования она составляет 12 мм. На станке можно использовать резцы, высота и ширина державки которых не превышает 12 на 12 мм.
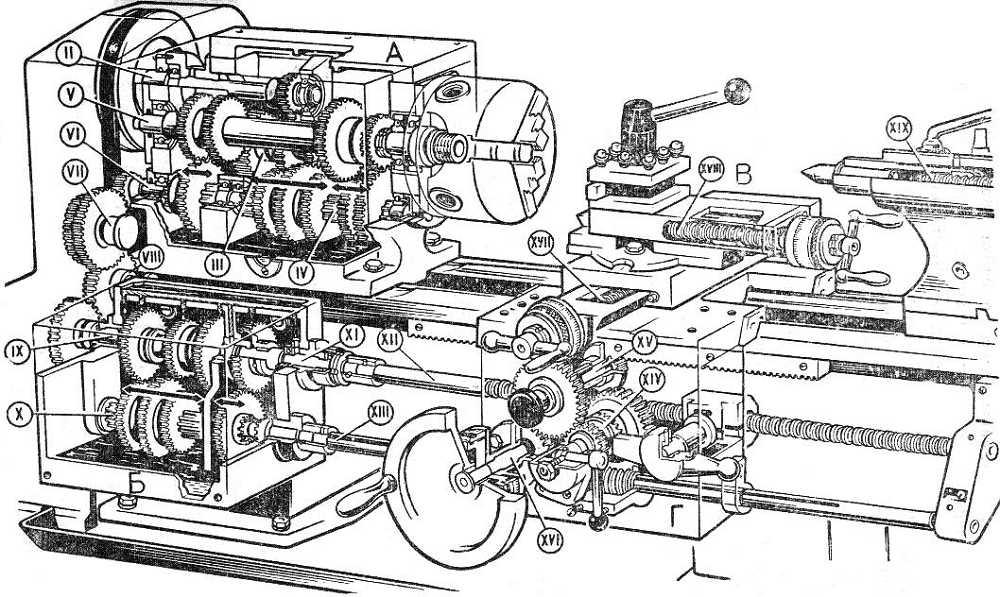
Механизмы станка ТВ-6 (нажмите, чтобы увеличить)
На токарном станке ТВ-6 установлен суппорт со следующими техническими характеристиками.
- Допустимое значение поперечного перемещения – 100 мм. На одно деление шкалы на лимбе такое перемещение составляет 0,025 мм.
- Допустимое значение продольного перемещения – 300 мм. На одно деление шкалы на лимбе оно составляет 0,25 мм.
- Резцовые салазки перемещаются на максимальную величину 85 мм. На одно деление шкалы лимба такое перемещение составляет 0,025 мм.
- Возможности суппорта позволяют нарезать на станке ТВ-6 метрическую резьбу трех типов.
- Для продольного перемещения станочного суппорта предусмотрено три ступени регулировки подач.
- В продольном направлении суппорт станка может совершать подачи на предельных значениях 0,12 об/мин.
Резцовые салазки агрегата вместе с резцедержателем могут совершать поворот на 45 градусов.
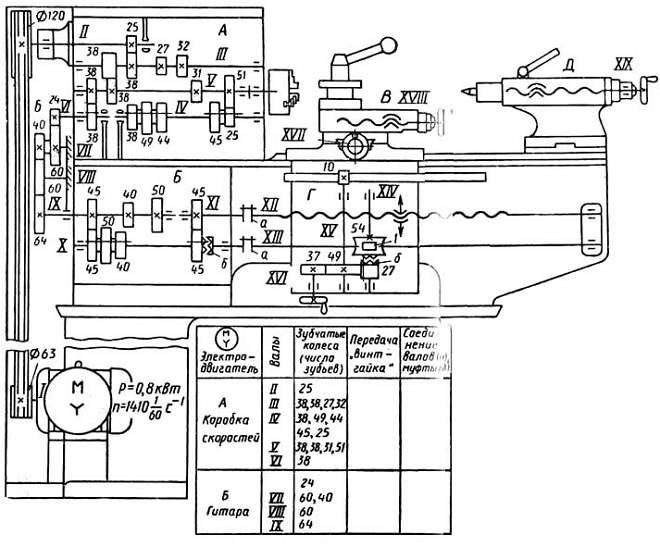
Кинематическая схема станка
В оснащение токарного станка ТВ-6 входит шпиндель, который обладает следующими характеристиками.
- Частота вращения, совершаемого в прямом и обратном направлении, – до 700 об/мин.
- В сквозное отверстие в шпинделе можно вставлять пруток диаметром до 12 мм.
- Для регулировки прямого вращения шпинделя предусмотрено 6 ступеней.
- Конус Морзе шпинделя – №3.
В токарном станке ТВ-6 не предусмотрена система торможения шпинделя и блокировки рукояток его узла.
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.
Основные узлы и органы управления станка ТВ-6
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.
Устройство передней бабки
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении.
Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.
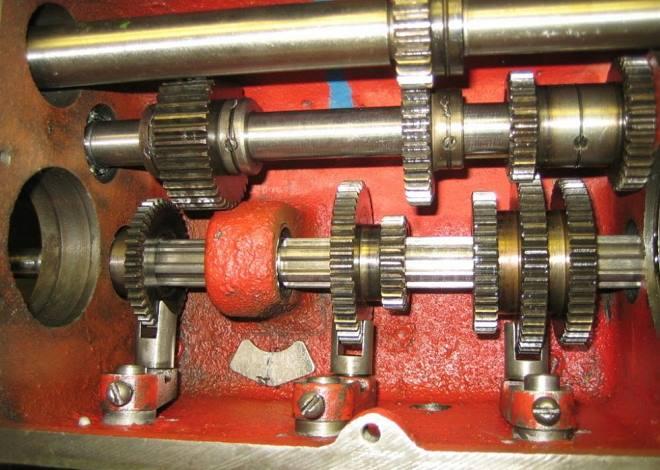
Коробка скоростей станка ТВ-6
Особенности эксплуатации ТВ-6
Хотя токарно-винторезные станки ТВ-6 и являются учебными, при работе на них (если ее выполняет специалист высокой квалификации) можно добиваться высокой точности и выполнять достаточно сложные токарные операции. Благодаря таким техническим возможностям данные агрегаты нередко приобретают для оснащения домашних мастерских.
В приводном механизме токарного станка ТВ-6 используются клиноременные передачи, которые регулярно следует проверять на предмет натяжения ремней. Такая несложная профилактическая мера позволит использовать по максимуму мощность приводного электродвигателя и значительно продлить срок службы самой передачи. Если натяжение ремней ослабло, то отрегулировать его нетрудно. Для этого следует ослабить гайки, соединяющие салазки с приводным двигателем, и выставить требуемое натяжение, которое должно находиться в пределах 10 кг на одну ветку клинового ремня.
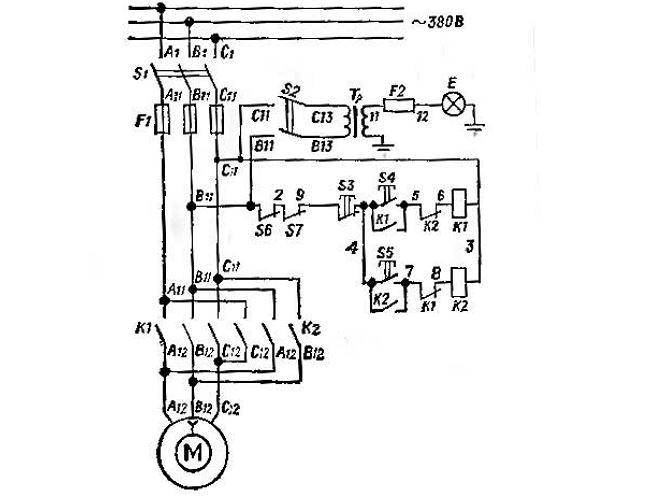
Электрическая схема ТВ-6
Достаточно распространенной неисправностью токарного станка ТВ-6 является вибрация шпинделя, которая может быть вызвана ослаблением винтовых соединений. Если подтяжка гаек шпиндельного узла не привела к ослаблению или устранению такой вибрации, то, скорее всего, в нем вышли из строя подшипники, а это требует уже более квалифицированного ремонта.
Если в подшипниковых узлах шпинделя выявлены зазоры, устранить их можно при помощи шлифовки торцов компенсационных колец либо регулировки гайки и контргайки. Однако убрать таким образом можно лишь незначительные зазоры радиального и осевого характера.
Станок модели ТВ-6, как и любой другой, нуждается в регулярном техническом обслуживании и ремонте, к выполнению которых следует подходить очень ответственно. Только в таком случае можно рассчитывать на то, что данное оборудование прослужит вам долго и позволит выполнять обработку деталей с максимальной точностью.
Источник: moy-metall.ru