Токарно-винторезный станок FDB TURNER 320X1000WM-DPA
Доставка из г. Днепр
Токарный станок с ЧПУ Gildermeister NEF 320
Доставка по Украине
Токарный станок по дереву FDB Maschinen MCF 320
Доставка из г. Киев
Токарный станок по металлу FDB Maschinen Turner 320x1000WM-DPA
Доставка из г. Киев
Токарный станок по металлу FDB Turner 320х1000
Доставка по Украине
Токарно-винторезный станок FDB Maschinen Turner 320х920Т
Доставка по Украине
Токарный станок по металлу FDB Turner 320x1000WM DPA с УЦИ
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM-DPA
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM
Доставка по Украине
Токарно-винторезный станок FDB Maschinen Turner 320x1000WM-DPA (подсветка, сож, уци)
Доставка по Украине
Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
токарный станок тв320, проверка в работе. Наш сайт бустанок.рф
Пластиковая гайка поперечной подачи токарного станка ТВ-4, ТВ-6
Доставка по Украине
Винт к станку ТВ-320(43-00-017А) СССР
Доставка по Украине
Токарный станок FDB Maschinen Turner 320x1000S
Доставка по Украине
Токарный станок FDB Maschinen Turner D 320х920
Доставка по Украине
Токарный станок FDB Maschinen Turner 320x1000WM
Доставка по Украине
Токарный станок с ЧПУ CORMAK 320×500/1000
Доставка по Украине
Токарный станок с ЧПУ CORMAK 320×500
Доставка по Украине
FDB Maschinen MCF320 токарный станок по дереву
Доставка по Украине

Магазин “СТАН МАШ” Официальный дилер TM: Holzmann, OPTImum, FDB Maschinen, Holzstar, Proma, Torin.
Накладки на направляющие ТВ-320 (ТВ320П) 3х20х375, 4х20х375
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM(344634406756)
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM(13389368781756)
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM
Доставка из г. Киев
Токарный станок по металлу FDB Maschinen Turner 320x1000WM(344634406754)
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM(13389368781754)
Доставка по Украине
Токарный станок по дереву FDB Maschinen MCF 320
Доставка по Украине
Токарный станок по дереву FDB Maschinen MCF320(1602110209754)
Доставка по Украине
Токарный станок по дереву FDB Maschinen MCF320(498250311754)
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM(344634406755)
Доставка по Украине
Токарный станок по металлу FDB Maschinen Turner 320x1000WM(13389368781755)
Доставка по Украине
Лабораторная работа № 4 Расчет рациональных режимов резания на токарно-винторезном станке модели тв-320
Цель работы
ОБЗОР ТОКАРНОГО СТАНКА ТВ-320.

1. Изучить устройство и кинематику токарно-винторезного станка модели ТВ-320.
2. Выбрать рациональные режимы резания, исходя из возможностей станка и инструмента.
Оборудование, материалы: Токарно-винторезный станок модели ТВ-320; Принадлежности к станку; Токарные резцы; Заготовки.
Основные теоретические представления
1.1. Устройство и кинематическая схема токарно-винторезного станка модели тв-320.
Универсальный токарно-винторезный станок модели ТВ-320 предназначен для обработки деталей, имеющих форму тел вращения, а также для нарезания резцом метрической резьбы. Техническая характеристика станка приведена в табл.1.
Основные узлы и органы управления станком показаны на рис. 1.

Станина станка (II) – чугунная, служит для соединения всех основных узлов и частей станка. В верхней части станины находятся направляющие, из них две призматические симметричные усиленные служат для перемещения суппорта с резцедержателем (III) и фартуком (V), две другие направляющие – малая призматическая и плоская служат для направления задней бабки (IV). На ней смонтированы передняя бабка (I), коробка подач (VIII), ходовой вал (VI) и ходовой винт (VII). Передняя бабка используется для установки шпинделя (IX). С левого торца станины на оси укреплен промежуточный блок шестерен, передающий движение от передней бабки к коробке подач.
Станина крепится к двум пустотелым чугунным ножкам – стойкам. В левой стойке смонтирована коробка скоростей и в отдельной нише – электрощит. С задней стороны левой стойки на подвесе установлен электродвигатель с защитным кожухом, переднее окно левой стойки закрыто дверкой. В правой стойке установлены полочки для инструмента и приспособлений.
Техническая характеристика станка модели ТВ-320
Высота центров над станиной, мм
Наибольшее расстояние между центрами, мм
Наибольший диаметр детали, обрабатываемой над верхней частью суппорта, мм
Наибольший диаметр детали, обрабатываемой над станиной, мм
Наибольший диаметр обрабатываемого прутка, мм
Наибольшая длина обтачивания, мм
Количество скоростей шпинделя

Пределы чисел оборотов шпинделя в мин.
Количество продольных подач
Пределы продольных подач, мм/об
Количество поперечных подач
Пределы поперечных подач, мм/об
Число нарезаемых метрических резьб
Пределы нарезаемых метрических резьб, мм:
Наибольшие размеры державки или резца, мм
Электродвигатель главного движения:
число оборотов, об/мин
Коэффициент полезного действия привода

Передняя бабка станка представляет собой чугунную отливку. В передней части бабки смонтирован механизм перебора, с включением которого каждое из 9 чисел оборотов, сообщенных шпинделю коробкой скоростей, уменьшается в восемь раз. В задней части бабки смонтирован механизм привода и реверсирования подачи. Управление реверсом и перебором осуществляется с помощью рукояток 5, 6, смонтированных на осях в передней стенке бабки.

Шпиндель станка стальной пустотелый разгружен от изгибающих усилий ременной передачи. Передний конец шпинделя смонтирован в бронзовом подшипнике скольжения, задний конец шпинделя смонтирован на радиально-упорном подшипнике. С помощью муфты, можно сцеплять шпиндель со втулкой, при этом шпиндель будет иметь 9 скоростей (от 290 – 2000 об/мин), при выключенном положении муфты можно или выключить вращение шпинделя (поставить рукоятку переключения 5 в среднее положение) или включить перебор, в этом случае перебор уменьшает в 8 раз получаемые с коробки скоростей обороты и сообщает шпинделю еще 9 скоростей (от 36 до 250 об/мин).
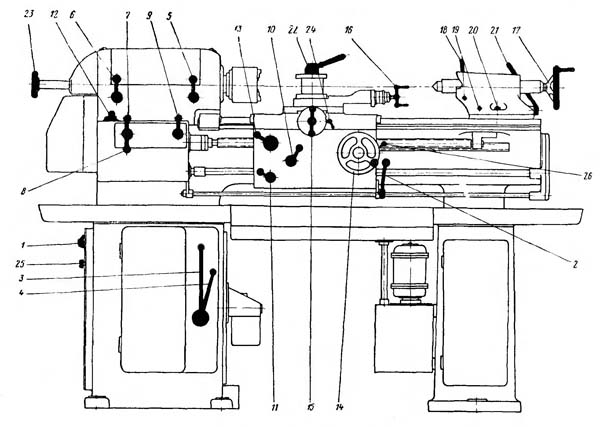
Рис. 1. Общий вид токарно-винторезного станка модели ТВ-320: I – передняя бабка; II – станина; III – суппорт; IV – задняя бабка; V – фартук; VI – ходовой вал; VII – ходовой винт; VIII – коробка подач; IX – шпиндель; 1 – выключатель пакетный; 2 – рукоятка реверса включения и выключения шпинделя во время работы станка; 3,4 – рукоятки изменения чисел оборотов шпинделя;
5 – рукоятка изменения чисел оборотов шпинделя через перебор; 6 – рукоятка изменения направления движения (реверс) суппорта; 7, 8, 9 – рукоятки изменения подач; 10 – рукоятка включения продольной и поперечной подач; 11 – рукоятка включения и выключения падающего червяка; 12 – рукоятка включения и выключения ходового винта; 13 -рукоятка включения маточной гайки; 14 – маховик продольного перемещения суппорта; 15 – рукоятка поперечного перемещения суппорта; 16 – рукоятка перемещения резцовых салазок; 17 – маховик перемещения пиноли задней бабки; 18 – рукоятка крепления пиноли задней бабки; 19 – рукоятка поперечного перемещения задней бабки; 20 – болт крепления задней бабки на подушке; 21 – рукоятка крепления задней бабки на станине; 22 – рукоятка крепления резцедержателя от поворота; 23 – маховичок крепления детали в цангововый зажим;

24 – ручка крепления механизма отвода резца, 25 -выключатель пуска останова насоса для охлаждения; 26 – ручка сцепления реечной шестерни и рейки.
Поперечные салазки суппорта снабжены двумя Т-образными пазами для установки заднего резцедержателя.
Фартук предназначен для передачи движения от ходового валика и ходового винта каретке и суппорту. Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика, а также одновременному включению продольной и поперечной подачи.
Нижнее и верхнее положение рукоятки 10 соответствует включению продольной и поперечной подач. Среднее положение рукоятки 10 дает возможность рукоятке 13 вводить в зацепление маточную гайку ходового винта. Для нарезания резьбы необходимо реечную шестерню вывести из зацепления с рейкой путем поворота ручки 26.

Коробка подач предназначена для получения ряда чисел продольных и поперечных подач и передачи движения от передней бабки через промежуточный блок к суппоту с помощью ходового валика или в случаи нарезания резьбы через сменные шестерни приклона (гитары) к суппорту с помощью ходового винта.
Применение в коробке подач трехваловой системы с трехвенцовыми блоками и множительного механизма позволяет получать девять различных продольных и поперечных подач и их удвоение. Набор необходимой подачи осуществляется рукоятками 7, 8, 9 изменения подач, установка которых в различные положения, дает нужную подачу на один оборот шпинделя.
При нарезании резьбы рукоятка 9 должна быть поставлена в нейтральное положение, а рукоятка 12 в положение «Включение ходового винта». Указанная установка рукояток блокирует ручки набора подач, т.е. делает невозможным включение коробки подач в момент нарезания резьбы.

Коробка скоростей предназначена для передачи движения от электродвигателя к шпинделю станка. В коробке использована схема трехваловой системы, позволяющей с помощью двух трехвенцовых блоков получить на выходном валу редуктора девять чисел оборотов, которые через ременную передачу передаются шкиву передней бабки. Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках.
Движение от электродвигателя через шкивы и ременную передачу передается нижнему валу коробки скоростей. Переключение скоростей осуществляется двумя рукоятками 3, 4, связанными с вилками, передвигающими блоки и выведенными на переднюю стенку стойки.
Задняя бабка служит опорой для центра, поджимающего деталь с противоположного от шпинделя конца, или оправкой для крепления инструмента. Крепление бабки к станине производится эксцентриковым механизмом при помощи рукоятки 21.
При точении конуса корпус задней бабки перемещается в поперечном направлении по плите в обе стороны от линии центров винтом 19. Установка бабки в исходное положение производится по рискам на задней грани бабки, а в более точном положении при помощи индикатора и цилиндрической оправки, закрепленной в центрах станка.

Перемещение пиноли осуществляется винтом. Для выталкивания центра из гнезда пиноли необходимо, при помощи маховика 17, переместить ее в крайнее правое положение, при этом центр выжмется упором.
Кинематическая схема токарно-винторезного станка (рис.2) включает кинематическую цепь главного движения и цепь подач.
Кинематическая цепь главного движения связывает вращательные движения электродвигателя и шпинделя
и в общем виде может быть представлена уравнением
где n – число оборотов шпинделя в минуту;
nэ.д. – число оборотов электродвигателя в минуту;
iк.с. -передаточное отношение коробки скоростей;
iп.б. – передаточное отношение перебора передней бабки.

Шпиндель станка получает движение от электродвигателя через ременную передачу, коробку скоростей, вторую ременную передачу. Числа оборотов изменяются при помощи коробки скоростей путем передвижения двух тройных блоков 1-4-7 и 3-6-9 и дают 9 чисел оборотов, причем посредством перебора передней бабки 10-11-12-13 каждое число оборотов может быть уменьшено в 8 раз.
Таким образом, шпиндель имеет 18 чисел оборотов. В табл. 2 указаны сцепления шестерен, при этом шестерни обозначены порядковым номером, соответствующим порядковому номеру по кинематической схеме. Числовые значения оборотов получаются путем подстановки чисел зубьев соответствующих номеру шестерни.
Кинематическая цепь продольной подачи связывает вращательное движение шпинделя и реечной шестерни 48
TV-320 lathe, screw-cutting universal – Buy on www.bizator.com
Adverts
business classifieds Products
goods https://stankotec.ru/vintoreznyj-2/stanok-tokarno-vintoreznyj-tv-320-tv-320-stanok-tokarno-vintoreznyj-universalnyj-pasport-rukovodstvo-shemy-opisanie-harakteristiki.html» target=»_blank»]stankotec.ru[/mask_link]
Устройство и технические характеристики токарного станка ТВ-320
Универсальный токарный станок ТВ-320, на котором можно выполнять различные технологические операции по обработке заготовок из металла, относится к категории высокооборотистого оборудования, используемого преимущественно для оснащения инструментальных и приборостроительных предприятий.

Внешний вид станка ТВ-320
Технические возможности токарного станка ТВ-320 позволяют эффективно выполнять на нем следующие технологические операции: обработку наружных, а также внутренних поверхностей, точение конусов, нарезание метрической резьбы, выполнение операционных работ и др.
Обработка на ТВ-320 может выполняться инструментом, закрепленным на переднем или на заднем резцедержателе. Такой механизм устанавливается на суппорте, если в этом возникает необходимость.
Характеристики данного агрегата позволяют выполнять обработку с помощью скоростного точения, а также комбинировать технологические операции. В конструкции ТВ-320 имеется особый механизм, при помощи которого можно изменять параметры подачи, не останавливая станок.
Существует несколько модификаций токарного станка рассматриваемой модели, к ним относятся:
Чем отличается станок ТВ-320П от оборудования рассматриваемой модели
От базовой модели ТВ-320 токарный агрегат, в маркировке которого имеется буква «П», отличается повышенной точностью обработки, что обеспечивается особенностями его конструкции. К точности изготовления главных конструктивных узлов станка, к которым относятся его станина, ходовой винт, шпиндельный узел, передний подшипник и зубчатые колеса, входящие в кинематическую цепь, используемую для нарезания резьбы, предъявляются повышенные требования.
Такие характеристики токарного станка ТВ-320П предопределяют его использование в качестве оборудования для выполнения получистовых и чистовых работ. Данный агрегат не рекомендуется применять для обдирочных токарных работ.

Органы управления ТВ-320
Чтобы рассматриваемый станок, соответствующий по своей точности требованиям ГОСТ 1969-43, сохранял свои характеристики на протяжении длительного времени, на нем уменьшены допустимые скорости подач, а также максимальная величина частоты вращения шпиндельного узла – до 1400 об/мин (на станке ТВ-320 данный параметр соответствует 2000 об/мин).
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.

Там же имеются подробные схемы всех узлов и механизмов управления.
О конструкции станка ТВ-320
Конструкцию токарного станка ТВ-320 составляют следующие элементы:
- коробка переключения скоростей;
- коробка переключения подач;
- передняя бабка со шпиндельным узлом;
- задняя бабка;
- привод, обеспечивающий совершение подач;
- фартук;
- привод системы охлаждения;
- каретка суппорта.

Кинематическая схема станка (нажмите для увеличения)

Принципиальная электрическая схема станка
Устройство станины ТВ-320
Все конструктивные элементы, из которых состоит токарно-винторезный станок ТВ-320, размещаются на станине, выполненной из чугуна и имеющей коробчатую форму. Увеличению жесткости данного несущего узла служат диагональные ребра в его внутренней части.
В верхней части несущей станины оборудования, устанавливаемой на две чугунные стойки, имеются три призматические и одна плоская направляющие. По двум из них (призматическим) передвигается суппорт токарного станка, а по двум остальным (призматической и плоской) – задняя бабка. В левой тумбе станины расположены коробка скоростей агрегата, шкаф с электрическим оборудованием, двигатель, отвечающий за привод главного движения, емкость для охлаждающей жидкости.

Станина станка ТВ-320, подготовленного для шлифования направляющих
Электрооборудование токарного агрегата
На металлообрабатывающем станке рассматриваемого типа размещается два электродвигателя. Каждый выполняет определенную либо дополнительную функцию:
- Основной электропривод. Его мощность составляет 2,8 кВт. Играет роль привода шпиндельного механизма станка.
- Вспомогательный электромотор. Он устанавливается в электронасос. Предназначается для результативного охлаждения механизмов токарного станка. Мощность двигателя равна 0,125 кВт.
Несмотря на некоторые видимые изъяны оборудования, токарный станок ТВ-320, включая самодельный вариант, считается весьма востребованным среди мастеров своего дела, даже спустя несколько десятилетий после прекращения серийного выпуска агрегата.
- Характеристики вертикально-сверлильного станка 2н118
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Токарный станок 1д601 технические характеристики
- Назначение и устройство, технические характеристики токарного станка 1а62
- Технические характеристики токарно-винторезного станка 16к25
- Технические характеристики токарно-винторезного станка 1к625
- Круглошлифовальный станок 3м151
- Корвет 403: инструкция, характеристики, фотографии и последние отзывы
- Токарный станок 16к20
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
Строение передней бабки станка
Передняя (шпиндельная) бабка токарного станка выполнена из чугуна методом литья. В ее передней части находится механизм перебора скоростей, а в задней – механизм привода коробки подач, работающий в прямом и обратном направлениях.
Шпиндель агрегата – это пустотелая труба, на переднем конце которой имеется конусная шейка. В переднюю опору шпиндельного узла установлен подшипник скольжения, в заднюю – радиально-упорный подшипник повышенной точности. Силы резания, которые воздействуют на шпиндельный узел вдоль его оси, воспринимаются упорным подшипником.

Передняя опора шпинделя с подшипником скольжения
Элементы шпиндельного узла должны соответствовать следующим техническим характеристикам:
- осевой зазор между элементами задней опоры – 0,01–0,015 мм;
- биение в осевом направлении – не более 0,01 мм;
- зазор между подшипником и шпинделем в диаметральном направлении – 0,015–0,03 мм.

Чертеж передней бабки
Механизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Как устроен суппорт оборудования
Суппорт станка ТВ-320 (как и в любом другом токарном оборудовании) одновременно решает две задачи:
- на нем закрепляется режущий инструмент;
- посредством данного узла выполняется перемещение токарного резца в двух направлениях (продольном и поперечном).

Суппорт токарного станка ВТ-320
Конструктивными элементами суппорта являются:
- поперечные салазки;
- верхние салазки;
- каретка (продольные салазки);
- поворотная часть.
Перемещающаяся в продольном направлении каретка суппорта так же, как и резцовые салазки, приводится в движение вручную и от механического привода. На салазках можно установить дополнительную резцовую головку, для чего в их конструкции предусмотрены два Т-образных паза. Величина поперечного перемещения резцовых салазок регулируется при помощи двух упоров. Для того чтобы облегчить отсчет параметров поперечного перемещения, которое совершает по лимбу суппорт, в конструкции последнего предусмотрен шариковый упор.

Настраиваемый упор поперечной подачи удобен при серийной обработке деталей
Фартук станка
Основное назначение фартука, который расположен в передней части токарного станка, – сообщение вращательного движения ходового винта и ходового валика суппорту. Специальный механизм, которым оснащен суппорт, исключает риск одномоментного включения ходового винта и валика, что защищает их от преждевременной поломки. Включение маточной гайки связано с положением рукоятки, отвечающей за переключение подач ТВ-320. Такое включение может быть выполнено лишь в том случае, если данная ручка находится в среднем положении.
В случае возникновения перегрузок при выполнении обработки, что может быть связано с увеличением силы резания или заеданием режущего инструмента, в фартуке станка ТВ-320 срабатывает так называемый механизм падающего червяка, автоматически отключающий подачу.

Фартук станка ТВ-320
Техника безопасности и меры предосторожности
Токарные работы всегда связаны с повышенным уровнем риска. Основные пункты правил техники безопасности:
- работать необходимо только на полностью исправном оборудовании;
- перед запуском оборудования обязательно проверить заземление и систему отведения стружки;
- запрещено облокачиваться на станок или отходить от него во время работы;
- работать необходимо в спецодежде и очках.
Также оператор должен следить, чтобы масло не разбрызгивалось и соблюдать технику пожарной безопасности.

Токарный агрегат ТВ-320 и ТВ-320 П созданы для работы в условиях массового производства. Они отличаются надежностью и высокой производительностью, которая обеспечивается конструктивными особенностями оборудования.
Строение коробки скоростей
При помощи коробки скоростей вращение от главного электрического двигателя передается шпиндельному узлу токарного станка ТВ-320. На трех валах коробки скоростей агрегата есть два блока шестерен, обеспечивающих 9 различных скоростей вращения шпинделя.
Корпус коробки скоростей может перемещаться по специальным пазам, что позволяет регулировать натяжение ремней, передающих вращение шпиндельному узлу. Чтобы переместить коробку, необходимо ослабить болты, которыми она фиксируется на направляющих. Чтобы валы коробки могли успешно переносить осевые и радиальные нагрузки, в их опорах установлены шариковые и роликовые подшипники, зазоры в которых регулируются при помощи специальных винтов и гаек.

Ремни, приводящие в движение шпиндель
Стандартное оснащение станка позволяет нарезать метрическую резьбу. Для других типов резьбы требуется дополнительный комплект шестерен, подбираемый согласно таблице на крышке гитары.

Сменные шестерни станка
Описание и конструктивная особенность
Агрегат ТВ-320 разработан прежде всего для использования в условиях массового производства. Все основные узлы токарного станка и конструкции расположены согласно классической схеме. Отличительная черта – наличие системы быстрого точения заготовок. Также есть и другие особенности:
- возможна смена подачи без остановки оборудования;
- станок имеет повышенный запас прочности;
- станина изготовлена из высококлассного чугуна.
Все это объясняет высокую производительность и долгий срок службы токарного станка ТВ-320
Как устроена задняя бабка станка
Задняя бабка токарного станка, которая в продольном направлении передвигается только вручную, используется для поддержки правого конца длинных заготовок в процессе их обработки и для закрепления режущего инструмента. Закрепляется задняя бабка на станине при помощи эксцентрикового механизма.

Чертеж задней бабки (нажмите для увеличения)
Задняя бабка может перемещаться и в поперечном направлении, что позволяет выполнять на станке обработку конусных поверхностей. За продольное перемещение задней бабки по направляющим станины отвечает винт, приводимый во вращение маховиком. Данный винт находится в соединении с гайкой. Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
Схема органов управления
Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно! Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Какими техническими возможностями обладает станок данной модели
Рассмотрим технические характеристики, которыми обладает токарный станок модели ТВ-320.
- Расстояние между центрами оборудования – 500 мм.
- Максимальная длина детали, обрабатываемой точением, – 500 мм.
- Максимальный диаметр деталей, которые можно обрабатывать на станке: над поверхностью станины – 320 мм, над поверхностью суппорта – 170 мм.
- Диаметр сквозного отверстия в шпиндельном узле – 26 мм.
- Диаметр прутка, который может быть вставлен в такое отверстие, – 25 мм.
- Количество скоростей вращения шпинделя – 18.
- Количество продольных и поперечных подач – по 16.
- Частота вращения шпинделя станка – 36–2000 об/мин.
- Пределы подач: продольных – 0,03–0,49 мм/об, поперечных – 0,012–0,18 мм/об.
- Конусная часть шпинделя выполнена в категории «Морзе-4», пиноли – в категории «Морзе-3».
- Габариты модели (длина, ширина, высота): 1800х950х1250 мм.
- Масса оборудования – 900 кг.

Технические характеристики станка ТВ-320
Учитывая все приведенные характеристики, возможности токарного станка ТВ-320 достаточно впечатляющие, о чем свидетельствуют и многочисленные положительные отзывы о данном оборудовании.
Источник: stankoinstrumentiosnastka.ru
Универсальный токарно-винторезный станок ТВ-320П
Станок универсальный токарно-винторезный модели ТВ320, ТВ320П предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания метрической резьбы.
Токарно-винторезный станок модели ТВ-320 представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве.
Станок может быть успешно использован, также, для выполнения работ операционного характера.
Станок предназначен для токарной обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателях. Задний резцедержатель устанавливается на суппорте по мере необходимости. Обточка конусов производится путем поперечного смещения центра задней бабки.
В соответствии с требованиями этого прогрессивного метода станок снабжен механизмом изменения величины подачи на ходу без его остановки, а рукоятки продольного и поперечного перемещения суппорта — лимбами с ценой деления, соответствующей перемещению суппорта на 0,1 мм продольного и 0,01 мм поперечного. Лимб фартука имеет цену деления 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном креплении двух резцов перемещать резцовую головку в обе стороны за осевую линию центров.
Главное движение — вращение шпинделя с заготовкой.
Движение подачи — перемещение суппортов.
Расположение органов управления токарного станка ТВ-320П
Перечень органов управления токарного станка ТВ-320П:
1. выключатель пакетный
2. рукоятки реверса включения и выключения шпинделя во время работы станка
3. рукоятки изменения чисел оборотов шпинделя
4. рукоятки изменения чисел оборотов шпинделя
5. рукоятка изменения чисел оборотов шпинделя через перебор
6. рукоятка изменения направления движения (реверс) суппорта
7. рукоятки изменения подач
8. рукоятки изменения подач
9. рукоятки изменения подач
10. рукоятка включения продольной и поперечной подачи
11. рукоятка включения и выключения падающего червяка
12. рукоятка включения и выключения ходового винта
13. рукоятка включения маточной гайки
14. маховик для продольного перемещения суппорта
15. рукоятка поперечного перемещения суппорта
16. рукоятка перемещения резцовых салазок
17. маховик перемещения пиноли задней бабки
18. рукоятки крепления пиноли задней бабки
19. рукоятка поперечного перемещения задней бабки
20. болт крепления задней бабки на подушке
21. рукоятка крепления задней бабки на станине
22. рукоятка крепления резцедержателя от проворота
23. маховичок крепления детали в цанговый зажим
24. ручка крепления механизма отвода резца
25. выключатель пуска, останова насоса для охлаждения
26. ручка сцепления реечной шестерни и рейки
Технические данные и характеристики станка ТВ-320П:
Основные параметры станка:
Класс точности по ГОСТ 8-82 Н
Наибольший диаметр заготовки над станиной, мм 320
Наибольший диаметр заготовки над суппортом, мм 170
Наибольшая длина заготовки (РМЦ), мм 500
Шпиндель:
Диаметр сквозного отверстия в шпинделе, мм 26
Наибольший диаметр прутка, мм 25
Число ступеней частот прямого вращения шпинделя 18
Частота прямого вращения шпинделя, об/мин 36-2000
Число ступеней частот обратного вращения шпинделя 18
Частота обратного вращения шпинделя, об/мин 36-2000
Размер внутреннего конуса в шпинделе, М Морзе 4
Конец шпинделя Резьба М52
Торможение шпинделя нет
Блокировка рукояток от одновременного включения шпинделя нет
Подачи:
Наибольшая длина хода каретки от руки, мм 580
Наибольший поперечный ход суппорта, мм 280
Перемещение суппорта на одно деление лимба
при продольном движении, мм 0,1
Перемещение суппорта на одно деление лимба
при поперечном движении, мм 0,01
Наибольший ход верхнего суппорта (резцовые салазки), мм 110
Перемещение резцовых салазок на одно деление лимба, мм 0,02
Число ступеней продольных подач 18
Пределы рабочих подач продольных, мм/об 0,03-0,99
Число ступеней поперечных подач 18
Пределы рабочих подач поперечных, мм/об 0,012-0,362
Скорость быстрых перемещений суппорта, м/мин нет
Количество нарезаемых резьб метрических 19
Пределы шагов нарезаемых резьб метрических, мм 0,25-5
Пределы шагов нарезаемых резьб дюймовых нет
Пределы шагов нарезаемых резьб модульных нет
Пределы шагов нарезаемых резьб питчевых нет
Выключающие упоры при продольном движении есть
Выключающие упоры при поперечном движении нет
Защита от перегрузки при продольном движении есть
Блокировка рукояток от одновременного включения есть
Задняя бабка:
Наибольшее перемещение пиноли, мм 90
Внутренний конус, мм Морзе №3
Электрооборудование:
Количество электродвигателей на станке 2
Электродвигатель главного привода, кВт 2,8
Электродвигатель насоса охлаждения, кВт 0,125
Габариты и масса станка:
Габариты станка (длина ширина высота), мм 1610 х 950 х 1250
Масса станка, кг 900
Сверлильный станок 2М135
Изготовитель: Стерлитамакский станкостроительный завод им. Ленина.
Станок вертикально-сверлильный 2МI35 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении пиклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станок снабжен устройством реверсирования электродвигателя главного движения, что позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Класс точности станка Н по ГОСТ 8-82.
Технические характеристики:
Наибольший диаметр сверления в стали 45 ГОСТ 1050- 74, мм 35
Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 4
Расстояние оси шпинделя до направляющих колонны, мм 300
Наибольший ход шпинделя, мм 250
Расстояние от торца шпинделя, мм:
до плиты 700-1120
Наибольшие (установочное) перемещение сверлильной головки, мм 170
Перемещение шпинделя за один оборот штурвала, мм 122
Рабочая поверхность стола, мм 450х500
Наибольший ход стола, мм 300
Количество скоростей шпинделя 12
Количество подач 9
Пределы подач, мм/об 0,1-1,6
Мощность электродвигателя главного движения, кВт 4,0
Габарит станка: длина, ширина, высота, мм 1030х835х2535
Масса станка, кг 1200
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя.
Источник: infopedia.su