Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном . ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.
- Высокоточная подрезка торцов.
- Сверление.
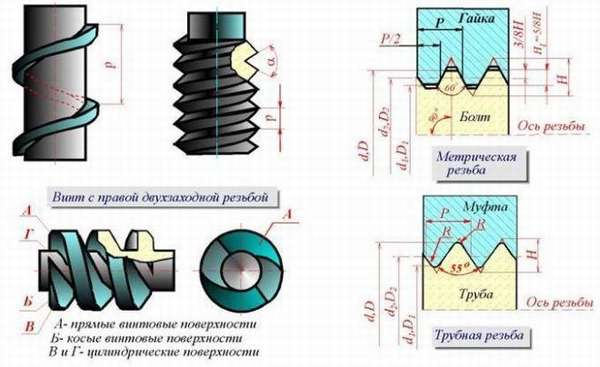
- Нарезание резьбы (метрической).
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Быстрая настройка ТВ4
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
- Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
- Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
- Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
Токарный станок ТВ 4 точу шкив большого диаметра
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Фото и описание устройства
Несложная конструкция оборудования позволяет быстро освоиться с технологическим процессом обработки металлических изделий даже начинающему токарю.





Общий вид
Основа выполнена из литого чугуна, с помощью винтовых отверстий станок крепится к столешнице. В центре стола расположен ящик для хранения всевозможных инструментов и приспособлений.




Правая коробка предназначена для хранения резцов и шестерней.
Внутри левой коробки расположен привод, состоящий из двигателя, промежуточного вала и двух передач. Промежуточный вал регулирует степень натяжения ремня эксцентриковым устройством, вращающий главный вал. Тот, в свою очередь, вместе с двигателем, оснащены ступенчатыми шкивами, обеспечивающими вращение шкива на шести разных скоростях.
Резцедержка передвигается благодаря ходовому винту и гайке, установленных в переднем отсеке рабочего основания.
Чертеж

- станина;
- передняя бабка;
- привод станка;
- механизм подач;
- фартук;
- суппорт;
- задняя бабка;
- стол;
- электрооборудование;
- принадлежности и инструмент.
Расположение органов управления
В список основных органов управления станком включены следующие механизмы:
- выключатель;
- рукоять, изменяющая частоту вращения шпинделя;
- рукоять, меняющая направление подачи;
- кнопочный модуль;
- рычаг, закрепляющая головку резца;
- рычаг запуска маточной гайки;
- рычаг перемещения верхних салазок;
- рычаг перемещения поперечных салазок;
- рукоятка, закрепляющая положение пиноли задней бабки;
- маховик осевого движения пиноли задней бабки;
- маховик продольного движения суппорта.

Кнопочная станция и переключатель скорости вращения шпинделя размещены на лицевой поверхности стола, остальные, непосредственно, на самом агрегате.
Шпиндельная бабка
Передняя бабка состоит из корпуса, металлического удила и вала с трехступенчатым шкивом. Основной задачей является вращение рабочего кардана, соединенного с радиально-упорным подшипником, установленным в передней части вала.
Основной вал также имеет шкив, обеспечивающий заданную скорость вращения электродвигателем. С помощью трензеля предусмотрено обратное вращение вала.
Два конусообразных подшипника удерживают шпиндель и шкив. Меняя расположение подшипника с помощью гайки, регулируется зазор между ним и шпиндельным узлом.
Устройство переключения скоростей и подач
В ТВ-16 коробка переключения скоростей и подач отсутствует. Скорость шпинделя регулируется сменой ремней между зазорами шкивов, получая таким образом, один из 6 режимов. Меняя шестерни в гитаре, управляют шагом нарезаемой резьбы или скоростью подачи.
Зубчатый узел расположен в закрытой коробке, на дверце которой установлен выключатель, останавливающий, в целях безопасности, работу оборудования в случае открывания двери во время рабочего процесса.

Фартук
Фартук, управляемый рукоятью на корпусе, приводит в движение суппортный ход. Каретка специальными винтами прикреплена к фартуку устройства.
Разъемную гайку, расположенной в фартуке, приводит в движение рукоять. При включенной гайке резцедержатель подается ходовым винтом. При выключенной — выполняется вручную, вращая маховик.
Суппорт
Суппорт отвечает за фиксацию и передвижение режущих инструментов по наклонному, продольному и поперечному направлениях. Узел включает в себя резцедержку, каретку и салазки.
Каретка движется параллельно станине по направляющим, на ней установлены все составляющие суппорта. Ходовой винт и шестерни с рейкой обеспечивают продольное движение суппорта.
Задняя бабка
Задняя бабка с шестиугольными направляющими обеспечивает правильное расположение длинных деталей при перемещении по станине. Выполняет роль дополнительной опоры, фиксируется пазовым болтом.
Технические характеристики
Нужно изучить инструкцию к станку, ведь работа на ТВ-4 зачастую выполняется неквалифицированными рабочими. Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
ТВ-4 весит 280 кг (вместе с компонентами оборудования). Габариты станка — 47×102×144 см. Эти параметры оптимальны для монтажа в ограниченном пространстве учебной мастерской. Для передачи крутящегося момента служит трехфазный электродвигатель, чья мощность составляет 1 кВт. Рассчитан он для подключения к электросети 380 В. При необходимости адаптации к сети в 220 В надо поменять двигатель или установить специальный блок.
Основные характеристики ТВ-4:
- Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
- Длина обтачивания — 30 см.
- Допустимая длина изделия — 35 см.
- Размеры держателя резца рассчитаны для монтажа инструмента с габаритами не более 10×12 мм.
- Диаметр отверстия сквозного в шпинделе — 1,6 см, что позволяет установить пруток 15 мм в сечении.
- Значения возможных оборотов в минуту — 120, 160, 230, 375, 500, 710.
- Продольное перемещение суппорта возможно максимум на 30 см, а поперечное — на 10 см.
- Число ступней при прямом и обратном вращении — 6.
- Величина поворота салазок с закрепленным резцом — ±45°.
- Конструкция резцовых салазок допускает смещение на 5 см.
- У суппорта три степени продольных подач.
- Параметры формирования резьбы метрической: допустимое количество — 3, пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм.
- Смещение пиноли задней бабки до 6,5 см.
В конструкции отсутствуют механизмы принудительного торможения шпинделя и блокировки рукояток управления, и остановка обрабатываемой заготовки происходит довольно медленно, что должно учитываться при планировании работы.
Класс точности станка — «Н». Это позволяет выполнять обработку стальных деталей и достигать оптимального качества. Ограничение — обработка заготовок из твердосплавных материалов.
Оглавление

фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления

фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух

фото:устройство токарного станка

фото:кинематическая схема токарного станка

фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.





фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.

фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.

фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.

фото:фартук токарного станка
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.
- Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.
Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
Инструкция по работе с токарным оборудованием ТВ-4
Так как токарно-винторезные станки ТВ-4 относятся к категории образовательных агрегатов, то все пусконаладочные работы должны осуществлять люди, имеющие соответствующую квалификацию. Перед эксплуатированием токарной установки, учащиеся должны хорошо ознакомиться с устройством, ее данными и правилами безопасности. Важно отметить, что для монтажа агрегата нужно создать бетонное основание, высотой около 100 мм.
Универсальный токарный станок имеет ряд важных аспектов в процессе эксплуатирования:
- Подготовительные действия перед точением. Винторезный станок очищается от ненужных загрязнений. Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.
- Работа оборудования. Для начала необходимо проверить, все ли рукоятки управления расположены в правильном положении. После этой процедуры следует предварительная настройка и установка изделия между бабками, а также фиксируется положение резца.
- Профилактические меры. После окончания работ необходимо удалить все остатки работ, чтобы рабочее место было чистым и правильно функционировала конструкция.
Винторезный станок обладает специфичной особенностью внезапной остановки оборудования. В устройстве станка не имеется узлов принудительной остановки осевого шпинделя и фиксации рукоятей. Поэтому остановка возделываемого изделия осуществляется крайне медленно. Это необходимо учитывать при работе с оборудованием.
Важно помнить, что токарный станок по металлу в период эксплуатирования нуждается в постоянной смазке, поэтому следует следить за уровнем смазывающей жидкости. В корытце должен присутствовать всегда небольшой объем масла. Если пренебречь этим фактором, то школьный токарный станок вскоре перегреется либо сломаются рабочие элементы.
Источник: stankoinstrumentiosnastka.ru
Ремонт станины тв4 в моём исполнении

Точность обработки Н – нормальная, т.е. имеют допуск отклонения прямолинейности движения не более 10 мкм.
Станок рекомендуется устанавливать на фундамент высотой 100 мм и закреплять фундаментными болтами.
Исходя из вышесказанного можно сделать вывод о том, что токарный станок школьник ТВ-4 обладает довольно внушительными характеристиками, чтобы использовать его не только для обучения, но и в домашнем хозяйстве, гараже, для хобби.
Стоимость ремонта
Цель капремонта – возобновить начальную точность и безопасность службы станка с израсходованным ресурсом. Цена капитального ремонта токарного станка, как правило, составляет менее 50% его рыночной стоимости: по этой причине производить ремонт дешевле, нежели приобретать новый. Помимо этого, ремонт зачастую заказывают для оригинальных станков, которые сняты с производства или делаются согласно спецзаказу.
Капитальный ремонт включает в себя:
- инспекцию работоспособности оборудования перед разборкой;
- разборку, промывку, очитку, дефектовку изношенных деталей;
- шлифовку и восстановление базовой поверхности;
- замену деталей при ремонте узлов, если они не подлежат восстановлению;
- при необходимости – замену или усовершенствование электрической системы управления;
- гальванизацию или окраску деталей, если их нужно обработать таким образом;
- сборку отремонтированного станка;
- проверку оборудования на точность в соответствии с ТУ;
- проверку работы на холостом ходу и под нагрузкой;
- в итоге – сдачу в эксплуатацию.
Кроме этого цена за ремонт зависит от типа и вида токарною оборудования и от степени износа деталей.
Стоит понимать, что токарные станки – дорогостояще оборудование. Поэтому прежде чем приступить к самостоятельном ремонту, нужно взвесить все «за» и «против». При недостатке опыта, можно привести его в полную негодность.
Основные узлы и их особенности

Токарный винторезный станок школьник ТВ-4 состоит из таких агрегатов:
- Задняя тумба. Имеет П-образную форму, в ней размещается электрооборудование.
- Передняя тумба. Имеет П-образную форму с ребрами жесткости. Используется для размещения в ней электродвигателя.
- Станина. Устанавливается на переднюю и заднюю тумбы. На передней части станины размещается ходовой винт и рейка.
- Коробка подач. Позволяет устанавливать необходимые показатели величины подачи при нарезании резьбы и получать необходимые шаги. Кроме этого КП содержит рукоятку, с помощью которой запускается ходовой винт. Для обеспечения нормального функционирования коробки подач она нуждается в постоянном наличии смазки в корыте станка. От сюда смазка при необходимости поступает ко всем вращающимся узлам и механизмам оборудования посредством использования фитилей.
- Бабки (передняя и задняя). Передняя бабка используется для обеспечения соединения между вращательной частью станка и рабочей заготовкой. Задняя – предназначена для крепления второго конца обрабатываемой заготовки.
- Шпиндель. Располагается в передней бабке и посредством использования трехкулачкового патрона вращает рабочую заготовку. Получает от приемного шкива шесть чисел оборотов.
- Электрическое оборудование. К этой группе относятся такие узлы: двигатель асинхронного типа, электрический щит, трансформатор освещения, плавкие вставки.
Перед началом работы, один раз в смену, рекомендуется провести смазывания станка индустриальным маслом И-20.
Можно ли чинить самостоятельно
Прежде чем приступить к самостоятельному ремонту токарного станка, следует тщательно подготовиться к этому процессу:
- перед остановкой оборудования, его работу проверяют на холостом ходу, только так можно проверить уровень шума и вибрации;
- для проверки состояния шпинделя, а точнее его качения, нужно обточить образец. Так же проверяется радиальное и осевое биение шпинделя.
Благодаря этим действиям легко выявляются любые проблемы, так как часто они не очевидны. Проверять станки нужно периодически, это поможет выявить небольшие недочеты в работе и вовремя их устранить, тем самым избежать капитального ремонта.
Ремонт направляющих
Ремонтные работы, в этом случае можно выполнить своими руками, главное строго следовать инструкции. Направляющие станины можно отремонтировать способами:
- шабрением;
- шлифовкой;
- строганием.
Для определения уровня износа направляек самостоятельно, их нужно зачистить, ликвидировав забоины, затем:
- Измерить промежуток между направляющими при помощи рулетки по длине всего станка, каждый следующий замер делают с отступом 30 см от предыдущего.
- Для замера прямолинейности направляющих используют папиросную бумагу толщиной не более 0, 02 мм.
- Листы раскладывают по всей протяженности направляющих и придавливают предметом средней тяжести.
- Затем попытаться вытащить листик из под груза. Если прямолинейность удовлетворительная, то целым его вытащить не получится, он порвется.
- Шабрение выполняется после установки элементов на жесткое основание (стенд).
- Далее их проверяются по методу педставленнму выше.
- Выявляется отклонение. Для этого используют специальный нивелир, который перемещают по мостику задней бабки или направляющим.
- В качестве базового ориентира используют направляющие на задней бабке снизу – они изнашиваются меньше.
- Шабрение выполняется с постоянной инспекцией параллельности деталей.
- На стол продольно-строгального станка установить станину и произвести шлифовку поверхности, при этом должны быть удалены все забоины и сколы.
После этого проверяется изогнутость направляющих определенным прибором или нивелиром – его следует установить на мостике крайней бабки.
Станину на столе закрепляют максимально надежно, иначе конечный результат будет неудовлетворительным. Изогнутость направляющих проверятся повторно (величины до и после закрепления не должны отличаться). Только после этого можно приступить к шлифовке
Что касается строгания, то ремонт будет начинаться с тщательной зачистки поверхности, после которой станина устанавливается на стол и фиксируется.
Обработка направляющих резцом производится 3-4 раза, для получения наилучшего результата. После окончания работ, направляющие проверяют по всем параметрам, и оборудование открепляют от стола.
Особенности выполнения работ
Перед тем как приступить к шабрению стоит учесть, что все работы выполняются п порядку, при этом он будет отличаться в зависимости от типа токарного оборудования.
- обработать направляющие, которые расположены снизу задней бабки;
- потом детали находящиеся снизу каретки и под прижимными планками. Стоит помнить, что разрешенная погрешность по параллельности составляет 15 мкм;
- произвести обработку поперечного суппорта, отклонение должно быть минимальным;
- далее идет стадия ремонта токарно-винторезного станка, заключающийся в шабрение каретки. Стоит использовать многогранную линейку для определения несоответствия, допускается не больше 35 мкм;
- если продольные направляющие сильно изношены, то следует применить антифрикционный состав. Тут значимым фактором считается результат соотношения по осям ходового вала с посадочной областью, рейка передвижения обязана иметь оптимальное соединение с шестерней в анфиладном направлении, в поперечной направленности шпиндельная ось обязана быть перпендикулярна маневру суппорта;
- направляющие задней бабки ремонтируются антифрикционным составом.
Обслуживание и ремонт станков лучше доверять профессионалам, так как работы должны производиться четко, без отклонений. Самостоятельно добиться хороших результатов сложно.
Как отремонтировать каретку суппорта
Ремонт картера суппорта нужно начинать с восстановления точности сопряжения нижних и основных направляющих без учета износа. Кроме этого нужно восстановить перпендикулярную плоскость под фартук основания.
Ля точности данные плоскости измеряются строительным нивелиром. Под каретку подкладывается щуп определенной толщины, при этом величина отклонения должна ему равняться.
Ремонту также подлежат продольные направляющие, то есть их параллельность к оси поперечной подачи.
Поперечные и продольные направляющие должны быть точно сопряжены относительно друг друга.
Каретку суппорта сложно отремонтировать самостоятельно, так как это очень трудоемкий процесс. По этой причине стоит часто проводить профилактические работы при обслуживании и при поломке обращаться к специалистам.
Если износ направляющих каретки небольшой, то восстановить их можно акрилопластом или компенсационными накладками.
С применением шлифовки восстанавливают поперечные и врхние салазки токарного станка.
Поверхность сначала шабрят, выверяют, шлифуют, потом в обязательном порядке проверяют точность схождения плоскостей с направляющими салазок.
Ремонт ходового вала и винта
При ремонте может понадобиться произвести совместимость оси ходового вала и винта, фартука и коробки передач. При этом коробку следует установить и закрепить на основании.
Затем на середину устанавливают каретку, с закреплением задней прижимной планки. Как только установлен фартук, его спрягают с кареткой.
В специальные отверстия, которые есть в коробке подачи, устанавливают оправы и фартук ходового финта.
Каретку следует подвинуть к коробке до соприкосновения и замерить просвет, при помощи щупа с линейкой.
С применением накладок и шабрение направляющих, восстанавливают сопряженность отверстий ходового вала и винта.
Модернизация токарно-винторезных станков ТВ-4
В условиях учебных заведений основная цель модернизации — это повышение безопасности оборудования.
Суть модернизации заключается в том, что на ТВ-4 нет специальных защитных ограждений, которые выполняют защитную функцию. Учащиеся и преподаватели, работающие с данным оборудованием, вынуждены изготавливать защитные экраны своими руками. Для этого используется органическое стекло, толщиной 2 – 6 мм в качестве окна для просмотра. Ограждение закрепляется на суппорте станка ТВ-4 при помощи кронштейнов стандартного образца. Благодаря этому повышаются безопасность и практичность эксплуатации оборудования.
Стоимость ремонта токарные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
Идеи
Скорость.

Прочитайте полезную информацию:
Капитальный ремонт станков
Не один агрегат не может работать вечно. Для восстановления работоспособности токарного оборудования, часто прибегают к капитальному ремонт. Произвести этот процесс самостоятельно онь сложно, поэтому стоит обратиться к компании, которая специализируется на ремонте данных агрегатов.
Ремонт супорта станка
В современном мире широко используются различные станки, т.к. они позволяют выполнять множество операций. Данный агрегат состоит из множества деталей, где главную роль выполняет суппорт станка. И часто случается, что работа инструмента замораживается из-за поломки суппорта или других деталей.
Виды производственных станков, их наладка и обслуживание.
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Причины неисправностей коробки скоростей станка, способы их устранения, стоимость
В статье рассказано о встречающихся поломках коробки скоростей токарного станка. Описаны их причины и способы устранения самостоятельно. Также дана приблизительная стоимость ремонта коробки скоростей станка в Москве.

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
-
инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Источник: hornmaster.ru
Особенности токарного станка ТВ-4
Разработка токарной установки ТВ-4 принадлежит Ростовскому заводу, выпускающему агрегаты для учебных целей. Оборудование необходимо для формирования базовых навыков по обработке металлических изделий. По этой причине токарный станок ТВ 4 обладает рядом отличий от профессионального оборудования.
Предназначение токарного агрегата
Главной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом,
- высокоточная торцевая обработка,
- формирование метрической резьбы,
- высверливание проемов.
Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Стоит отметить, что винторезный станок можно усовершенствовать, но это не должно отрицательно влиять на рабочие свойства токарного агрегата и безопасность эксплуатирования.
Конструкция агрегата, его главные узлы
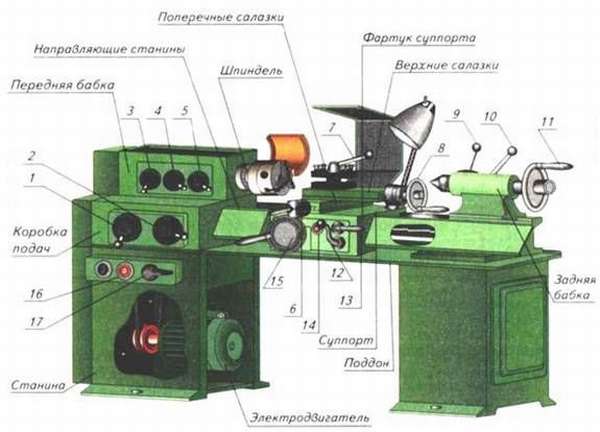
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
К прочтению: Особенности производства стеклопакетов для окон
Токарный станок ТВ-4
Электроснаряжение металлорежущего аппарата ТВ-4
Среди электрооборудования аппарата выделяют:
- Двигатель асинхронный, мощностью в 1 кВт.
- Магнитный контактор.
- Электрощиток. В нем устанавливаются тумблера освещения и запуска агрегата.
- Трансформатор.
Наличие магнитного контактора предполагает предотвращение внезапного запуска оборудования при поступлении энергии отключенного источника питания, что увеличивает безопасность использования рабочего агрегата.
Технические параметры
Технические характеристики универсального токарно-винторезного станка ТВ-4 по паспорту:
- Допустимый поперечник детали над несущей станиной – 200 мм, диаметр возделываемого прута – не более 15 мм, а параметр точения над узлом передвижения резца не более 125 мм.
- Максимальная протяженность рабочего изделия – 350 мм.
- Длина обтачивания составляет 300 мм.
- Число оборотов осевого узла находится в интервале 120–170 в минуту.
- Шаг метрической нарезки – 0,8, 1, 1,25.
- Поперечник сквозного проема – 16 мм.
- Параметры оборудования –1100х470х1020 мм.
- Винторезный станок имеет массу 280 кг.
Категория точности агрегата – «Н». Поэтому на оборудовании можно выполнять обрабатывание металлических изделий для достижения требуемого качества.
Инструкция по работе с токарным оборудованием ТВ-4
Так как токарно-винторезные станки ТВ-4 относятся к категории образовательных агрегатов, то все пусконаладочные работы должны осуществлять люди, имеющие соответствующую квалификацию. Перед эксплуатированием токарной установки, учащиеся должны хорошо ознакомиться с устройством, ее данными и правилами безопасности. Важно отметить, что для монтажа агрегата нужно создать бетонное основание, высотой около 100 мм.
Универсальный токарный станок имеет ряд важных аспектов в процессе эксплуатирования:
- Подготовительные действия перед точением. Винторезный станок очищается от ненужных загрязнений. Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.
- Работа оборудования. Для начала необходимо проверить, все ли рукоятки управления расположены в правильном положении. После этой процедуры следует предварительная настройка и установка изделия между бабками, а также фиксируется положение резца.
- Профилактические меры. После окончания работ необходимо удалить все остатки работ, чтобы рабочее место было чистым и правильно функционировала конструкция.
К прочтению: Виды и особенности работы оборудования для производства комбикорма
Винторезный станок обладает специфичной особенностью внезапной остановки оборудования. В устройстве станка не имеется узлов принудительной остановки осевого шпинделя и фиксации рукоятей. Поэтому остановка возделываемого изделия осуществляется крайне медленно. Это необходимо учитывать при работе с оборудованием.
Важно помнить, что токарный станок по металлу в период эксплуатирования нуждается в постоянной смазке, поэтому следует следить за уровнем смазывающей жидкости. В корытце должен присутствовать всегда небольшой объем масла. Если пренебречь этим фактором, то школьный токарный станок вскоре перегреется либо сломаются рабочие элементы.
Источник: xn—-ntbhhmr6g.xn--p1ai