Обучение на базе профессионально-технических училищ, школ, техникумов, перепрофилирование и программы повышения квалификации — все это невозможно без относительно безопасного, с ограниченными возможностями, но одновременно многофункционального оборудования. Именно так можно охарактеризовать токарно винторезный станок ТВ 3, он же ТВШ-3, который часто называют школьный. Это достаточно легкое устройство, не требующее сложной установки с сооружением максимально жесткой платформы, но при этом — позволяющие осуществлять большинство основных токарных операций.
Назначение
Станок ТВ 3 производился на нескольких заводах и производственных площадках. Несколько из них представляли собой исправительные учреждения для несовершеннолетних. Другие — Верхнетуринский завод машиностроения и техникум г. Энгельса, где оборудование проходило первичные практические испытания.
История станка достаточно древняя. Он производился начиная с 60 годов 19го века. Истоки разработки, первичная документация на данный момент утеряны. Но в среде экспертов бытует мнение, что основой для данной модели был станок производства Германии. Основная модификация ТВ 3 производилась вплоть до 70х годов, после чего ей на смену пришли более современные агрегаты для обучения молодежи и повышения квалификации персонала.
Обзор токарного станка тв 3
Основное назначение станка — проводить основные операции с достаточным уровнем точности, но при сниженных показателях опасности для персонала. На оборудовании можно:
- нарезать резьбы метрического типа;
- проводить обработку торцов цилиндрических заготовок, в том числе подрезку;
- работать с цилиндрическими поверхностями, точить конусные формы;
- проводить отрезку заготовок;
- осуществлять сверление глухих и сквозных отверстий.
Станок позволяет ознакамливаться с основными принципами управления блока резца, регулировки задней бабки, усваивать знания о классической компоновке оборудования данного класса.
Сфера применения станка
Благодаря своей простоте, хорошим техническим характеристикам, легкости в обслуживании настольный токарный станок универсал ТШ-3 получил достаточно широкое распространение.
Он успешно применяется на крупных производствах, при изготовлении мелких партий деталей, в коммунальных организациях, автосервисах, домашних мастерских. Во всех отраслях он способен качественно выполнять следующие операции:
- сверление и растачивание отверстий различного диаметра;
- отрезание части заготовки заданной длины;
- обработка поверхностей деталей различной геометрической формы (конических, цилиндрических, фасонных);
- фрезерование различных частей сложных деталей;
- нарезание резьбы с помощью резца, плашек, метчиков;
- предварительная шлифовка и конечное полирование поверхностей;
- заточку металлообрабатывающего, слесарного, деревообрабатывающего и бытового инструмента.
Модернизация токарного станка позволяет расширить число производимых операций. Применение дополнительной оснастки позволяет производить обработку заготовок из различных сортов дерева: распиливание, строгание, фугование. Станок ТШ-3 может производить навивку пружин.
Его применяют для операций над сборными и сварными конструкциями небольших размеров. Он способен производить основные токарные и шлифовальные операции деталей изготовленных из порошковых материалов, цветных металлов, сплавов, минералокерамики. Класс точности проводимых операций обработки соответствует уровню «Н».

Главными достоинствами этого агрегата является простота конструкции, компактность, небольшая масса, невысокая цена, высокая надёжность и простота в обслуживании.
Технические характеристики
Даже по сравнению со среднестатистическими токарно винторезными станками, описание характеристики модели ТВ3 позволяет сразу понять назначение данного оборудования. Показатели агрегата следующие:
- максимальный диаметр заготовки иди предназначенной для обработки детали при ее установке над станиной — 100 мм, в области нижней зоны суппорта — 90 мм;
- подъем оси центров над направляющими станины — 100 мм;
- шпиндель позволяет зажимать и обрабатывать пруток с диаметром до 14 мм;
- межцентровое расстояние — 350 мм;
- максимальный показатель подачи каретки (длина точения) — 350 мм;
- число ступеней переключения коробки передач — 6;
- подача имеет три позиции скорости;
- передняя бабка имеет отверстие шпинделя для установки заготовок диаметром 15 мм;
- обороты шпинделя от 120 до 170;
- мощность главного привода 600 Вт;
- смещение пиноли задней бабки — 65 мм, для фиксации положения предусмотрена рукоятка;
- величина смещения суппорта в продольном направлении — 300 мм, в поперечном — 100 мм.
Масса станка составляет всего 280 кг, размеры — 1430х470х1010 мм для длины, ширины, высоты соответственно. Конструкция задней бабки предусматривает установку патрона на стандартизированный конус.
Технические характеристики учебного токарного станка ТВ-6
Поскольку токарно-винторезный станок ТВ-6 был создан для того, чтобы проводить обучение начинающих специалистов, он обладает довольно скромными техническими характеристиками. На оборудовании данной модели можно выполнять простейшие токарные операции:
- подрезку торцов;
- сверление отверстий;
- расточку и проточку деталей цилиндрической и конической форм;
- нарезку резьбы метрического типа;
- отрезку части заготовки.
Токарно-винторезные станки ТВ-6 разрешается использовать только для изготовления изделий из стали и цветных металлов, которые не выделяют при обработке летучих соединений и мелкодисперсной пыли, могущих оказать вредное воздействие на организм обучающегося.

Основные технические характеристики станка ТВ-6
Вес (300 кг) и габариты токарного станка ТВ-6 (см. фото) впечатляют своим минимализмом: длина – 1440 мм, ширина – 470 мм, высота – 110 мм. Благодаря таким параметрам установить этот агрегат не составит труда даже в маленькой мастерской. Технические характеристики станка ТВ-6 позволяют обрабатывать на нем детали, максимальный диаметр которых составляет:
- 20 см – над станиной;
- 8 см – над суппортом.
На станке ТВ-6 можно обрабатывать заготовки, максимальная длина которых равна 35 см, а максимальная протяженность участка протачивания – 30 см. Важной характеристикой любого токарного станка является высота расположения его центров над опорной поверхностью резца, у данной модели оборудования она составляет 12 мм. На станке можно использовать резцы, высота и ширина державки которых не превышает 12 на 12 мм.

Механизмы станка ТВ-6 (нажмите, чтобы увеличить)
На токарном станке ТВ-6 установлен суппорт со следующими техническими характеристиками.
- Допустимое значение поперечного перемещения – 100 мм. На одно деление шкалы на лимбе такое перемещение составляет 0,025 мм.
- Допустимое значение продольного перемещения – 300 мм. На одно деление шкалы на лимбе оно составляет 0,25 мм.
- Резцовые салазки перемещаются на максимальную величину 85 мм. На одно деление шкалы лимба такое перемещение составляет 0,025 мм.
- Возможности суппорта позволяют нарезать на станке ТВ-6 метрическую резьбу трех типов.
- Для продольного перемещения станочного суппорта предусмотрено три ступени регулировки подач.
- В продольном направлении суппорт станка может совершать подачи на предельных значениях 0,12 об/мин.
Резцовые салазки агрегата вместе с резцедержателем могут совершать поворот на 45 градусов.

Кинематическая схема станка
В оснащение токарного станка ТВ-6 входит шпиндель, который обладает следующими характеристиками.
- Частота вращения, совершаемого в прямом и обратном направлении, – до 700 об/мин.
- В сквозное отверстие в шпинделе можно вставлять пруток диаметром до 12 мм.
- Для регулировки прямого вращения шпинделя предусмотрено 6 ступеней.
- Конус Морзе шпинделя – №3.
В токарном станке ТВ-6 не предусмотрена система торможения шпинделя и блокировки рукояток его узла.
Устройство
В конструкции ТВ3 использована классическая компоновка, оборудование состоит из следующих функциональных элементов:
- Станина, соединяющая все основные элементы и выступающая основной жесткостной и прочностной основой конструкции. Она имеет две тумбы, выполненные из листового металла. В передней части расположен узел с ходовым винтом и рейкой. На верхней части — направляющие для перемещения каретки и блока задней бабки.
- Станок оснащен передаточным механизмом, расположенным в блоке передней бабки. Передача момента вращения с главного привода производится посредством клиноременной передачи. Вал коробки скоростей, путем позиционирования шестерней, транспортирует мощность на шпиндель, обороты которого меняются с тем или иным передаточным отношением.
- Коробка подач. Данный узел получает вращающий момент от передней бабки шпиндельного типа, путем взаимодействия шестерен передаточного устройства. Доступна подача как посредством ходового валика, так и винта подачи.
Другие базовые узлы также достаточно привычны:
- блок электрооборудования;
- задняя бабка;
- фартук;
- кожухи защиты;
- блок суппорта.
Так как конструкция станка ТВ-3 несколько упрощена, по причине его ограниченных показателей энергозаряженности, у оборудования отсутствуют некоторые защитные механизмы. В частности, не предусмотрен рычаг блокировки рукояток, нет лимба, невозможно точно передвигать суппорт на определенное число лимбовых делений. Также не представлен механизм принудительного торможения шпинделя. Станок настолько прост по конструкции, что не требует специализированного обслуживания и ремонта.
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.

Основные узлы и органы управления станка ТВ-6
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.

Устройство передней бабки

Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении.
Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.

Коробка скоростей станка ТВ-6
Принцип работы
Как именно работает ТВ 3 — разумно рассматривать, базируясь на описании кинематической схемы. Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Второе функциональное движение, обеспечиваемое кинематикой станка — работа с режущим инструментом. Подвод к зоне обработки может осуществляться как вручную, путем вращения соответствующего колеса, так и механическим способом. Для последнего используется коробка подач, ходовой валик. Два этих элемента конструкции производят преобразование циклического вращения вала главного привода через передаточное устройство — в продольное/поперечное, сугубо поступательное смещение суппорта с блоком резцедержки.
Шаг перемещения суппорта регулируется коробкой подач, путем изменения передаточного числа для выбора необходимой скорости вращения ходового винта. Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Станок ТВ3 позволяет производить нарезку резьбы вручную, путем регулировки положения резца соответствующими колесами подачи в продольном и поперечном направлении. Доступен и механический способ с передачей момента вращения от главного привода. При этом необходимо многократное прохождение резца по обрабатываемой детали. Механический способ нарезки показывает гораздо более высокую точность работы, при сниженных требованиях к квалификации персонала.
Станок ТВ 3 предусматривает установку патрона на конус пиноли задней бабки. Это позволяет нарезать внутренние и наружные резьбы при помощи широкого набора метчиков, плашек. Также, данный функционал удобен для сверления глухих и сквозных отверстий в заготовках, проведении операций расточки.
Источник: xn--18-6kc8bnfhjjs6g.xn--p1ai
Универсальный токарно-винторезный станок ТВ-320П
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
- Мощность основного двигателя – 2,8 кВт;
- Мощность охладительной помпы – 0,125 кВт;
- Шпиндель с 18 скоростями вращения;
- Пределы скорости шпинделя – от 36 до 2000 об/мин;
- 16 продольных и 16 поперечных подач;
- Шпиндельное отверстие диаметром 26 мм;
- Максимальная толщина заготовки – 25 мм;
- Обработка болванок длиной до 50 см;
- При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.

Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
- Выточка (изнутри и снаружи)
- Нарезание различных резьб
- Конусообразная обработка
- Подрезка торцов
- Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.

Устройство
Станина.
К станку весом в 900 кг, на котором проводится высокоточная обработка металлических деталей, предъявляются обоснованные требования к устойчивости как залогу безопасной работы. С этой точки зрения, к чугунной станине коробчатой формы ТВ 320 ни один потребитель претензий не выдвигал. Жесткость станины внутри дополнительно усилена мощными диагональными ребрами.
Держат ее пара чугунных стоек. Вверху — четыре направляющие: три из них — призматические, а последняя — плоская. Рассмотрим главные узлы.
Передняя (шпиндельная) бабка.

Фото 2: передняя бабка.
Цельнолитая из чугуна.
Шпиндель — это шейка конусной формы на пустой трубе. В его передней опоре находится подшипник скольжения, а сзади — другой подшипник — высокоточный радиально-упорный. И есть еще третий — упорный подшипник. Переключатель скоростей расположен впереди шпиндельной бабки, а сзади нее поместили узловую коробку подач. Есть два рабочих направления.
Изменение направления (прямое — обратное и наоборот) не влияет на установленную величину вращения и осуществляется механизмом слева в передней бабке, работу подшипников которой регулируют специальные гайки.
Токари считают шпиндель технически удовлетворительным узлом.
Суппорт.

Фото 3: суппорт.
Суппорт — место фиксации режущего механизма, каретку которого после крепления можно перемещать продольно и поперечно.
Продольное перемещение бывает механическим или ручным. Внутренние два паза в форме буквы Т предусмотрены для установки дополнительного резца. Поперечное перемещение выполняют резцовые салазки, а его величину регулируют двумя упорами: шариковый и поперечный. Первый облегчает проверку показателей, а второй — обработку серии деталей.
Фартук.

Фото 4: фартук.
Находится впереди. Приспособление, исключающее угрозу поломки при неожиданном одновременном включении ходовых винта и валика, помещено в суппорт. Маточная гайка включается только, когда переключающая рукоятка находится посередине.
Перегрузки в фартуке вызывают автоматическое отключение: вводится в действие «падающий червяк».
Коробка скоростей.

Фото 5: коробка скоростей
Благодаря этому конструктивному механизму (три вала и два блока шестерен) вращается шпиндельный узел (девять скоростей). Можно отрегулировать натяжение ремней, которые передают вращение, за счет перемещения корпуса коробки по предусмотренным пазам.
Ослабив фиксирующие болты, можно переместить коробку.
Зазоры подшипников, размещенных в опорах валов коробки, регулируют винты и гайки. Так валы легче переносят нагрузки (осевые, радиальные).
Стандартная комплектация оборудования предназначена наносить метрическую резьбу. А дополнительные шестерни — другую резьбу. Подобрать нужную можно, воспользовавшись инструкцией. Для этого понадобится таблица на крышке гитары.
Задняя бабка
Единственный способ ее продольного перемещения — вручную. Бывает нужно при обработке длинной заготовки, правый край которой таким образом можно поддержать и закрепить режущий инструмент эксцентриковым механизмом.
Поперечно перемещая бабку, обрабатывают конусные поверхности. А продольное перемещение обеспечивается винтом, соединенным с гайкой, который вращается маховиком. Перемещающуюся внутри бабки пинолю, фиксируют два зажимных сухаря, соединенных с управляющей рукояткой.
Если понадобится ремонтировать заднюю бабку самостоятельно, стоит предварительно посмотреть видео:
Дополнительные приспособления.
Что и как можно установить, стоит посмотреть на видео:




Конструктивные особенности станка
ТВ 320 изготовлен по классической схеме токарного винторезного аппарата. Однако есть в нем ряд серьезных конструктивных отличий от аналогов.
Стальные панельные радиаторы были изобретены в конце прошлого века. Этому способствовали новые разработки в технологии производства стальных листов, сварки, покраски. Потребители желали получить радиатор с более высокими характеристиками, нежели «чугунина». Стальные радиаторы начали отвоевывать свою нишу в сегменте отопительного оборудования.
Во-первых, это уже упомянутые выше система скоростной заточки и изменение подач без прерывания работы. Также к особенностям строения этой высокоточной машины относятся:
- Установка одновременно двух резцов с изменением положения;
- Крепление на планшайбу патронов толщиной 120 и 150 мм;
- Наличие подшипников скольжения, ограничивающих трение;
- Автономная система подачи масла;
Описание и конструктивная особенность станка

Основные части токарного станка
Установка ТВ-320 – высокооборотный аппарат особого предназначения. От подобных приборов практично отличается тем, что станок позволяет использовать свои технические характеристики на максимальном значении, при обрабатывании металлических заготовок в высокооборотном режиме.
Кроме того, на станке предусмотрено выполнение нескольких операций, включая точение. Высокооборотный режим работы – главный «козырь» эффективности токарного станка.
Универсальный агрегат ТВ-320 применяется для осуществления широкого спектра действий:
- создание инструментария;
- изготовление различных устройств;
- нарезание резьбы;
- обтачивание конусообразных поверхностей.
Расположение основных узлов и механизмов токарной установки выполнено в стандартном варианте, но к тому же агрегат имеет неформатную систему скоростного точения деталей и замещение подач без остановки технического оснащения.
Главные узлы токарного станка ТВ-320 размещены на опорной станине, которая произведена из чугуна. От этой основной опоры зависит хорошая стойкость токарного станка. Устройство ТВ-320 причисляется к категории устройств, которые возделывают металлические изделия увеличенной точности. Конструкционная составляющая токарного агрегата выполнена с учетом этого параметра.
Среди главных технических характеристик металлорежущего станка ТВ-320, выделяют:
- Возможность применения двух резцов. Конструктив поддерживающего узла допускает смену положения держателя резцов в разных направлениях. Дополнительно, суппорт токарного агрегата может находиться за осью центров.
- Вспомогательный гарнитур. В станке можно установить дополнительные приспособления, вследствие которых выполняется обработка изделий в центрах, патроне либо цангах.
- Монтаж патронов с поперечником 120 и 150 мм. На токарном станке предусмотрено три болта для жесткого крепежа.

Конструкция резца
Чтобы снизить трение металлических поверхностей, в установке зафиксированы специальные подшипники скольжения из бронзы. Кроме того, в токарном станке имеется независимый смазочный пункт, работающий от электромотора.
Среди явных изъянов токарной установки можно выделить лишь нехватку запасных деталей при ремонте. Их поиск осуществляют на старых производственных участках, где эксплуатировался этот тип токарных агрегатов.
Кинематическая и электрическая схемы
Подробная кинематическая схема станка ТВ 320 представлена ниже.

А теперь рассмотрим, как в агрегате устроена электрика.

Технические характеристики и габаритные параметры
Основным источником информации о характеристиках токарного оборудования является технический паспорт. Согласно этому документу оценку параметров можно произвести по двум группам. Первая — технические характеристики. Вторая — массогабаритные показатели. Технические характеристики токарного станка ТВ-320:
- заданное количество скоростей вращения шпинделя (для него предусмотрено 18 скоростей);
- имеющееся количество подач в двух направлениях (в продольной и поперечной плоскости, в каждой по 16);
- внутренний диаметр отверстия в шпинделе — 26 мм;
- допустимый внешний диаметр заготовки – 25 мм;
- разрешённая длина обрабатываемой детали не превышает 500 мм;
- максимально допустимые размеры применяемых резцов равны 20×20 мм;
- разрешённый размер заготовки при расположении выше поверхности станины установлен в 320 мм;
- максимально допустимый размер заготовки, располагаемой выше поверхности суппорта, не должен превышать 170 мм;
- диапазон скорости вращения шпинделя изменяется от 36 об/мин до 2000 об/мин;

Основные части токарного станка
Геометрические размеры стандартного станка равны следующим величинам: длина 1800 мм, ширина 950 мм, высота достигает 1250 мм.
Максимальная масса станка в заводской комплектации не превышает 900 кг. Ещё одной характерной конструктивной особенностью является категория исполнения шпинделя и пиноли. Для шпинделя она получила название «Морзе-4», а во втором случае «Морзе-3»
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.

Там же имеются подробные схемы всех узлов и механизмов управления.
Конструкция и ее особенности

Внешний вид
Несмотря на классическое расположение узлов и агрегатов, станок обладает уникальной системой скоростного точения заготовок и сменой подач без остановки оборудования. Благодаря этому свойству на специализированных форумах ведутся обсуждения о возможности применения этого фактора на практике.
Основные компоненты оборудования располагаются на чугунной станине. Она напрямую влияет на хороший показатель устойчивости, что является необходимым условием для эксплуатации станков этого типа. Модель ТВ-320 относится к классу оборудования повышенной точности обработки. Это отобразилось на эксплуатационных требованиях и конструкции станка.
Основные особенности, которыми обладает токарно-винторезный станок ТВ-320
- возможно использование двух резцов. Конструкция суппорта позволяет изменять положение резцедержателя в обе стороны. При этом он может находиться за осевой линией центров;
- дополнительная комплектация. Предусмотрена возможность установки компонентов, благодаря которым выполняется токарная обработка в патроне, центрах или цанговом зажиме;
- установка токарных патронов диаметром 120 и 150 мм. Для этого на чугунной планшайбе есть три болта. Они обеспечивают достаточно жесткое крепление.
Для снижения трения в конструкцию установлены бронзовые подшипники скольжения. Помимо этого, в станке ТВ-320 есть автономная масло станция, работающая от электродвигателя.
К недостаткам станка можно отнести дефицит запчастей. Чаще всего их находят на форумах, или на старых производствах, где применялся этот вид оборудования.
Источник: kangen.ru
Токарные станки. Классификация, технические характеристики станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
2. Токарные автоматы и полуавтоматы
Токарные автоматы предназначены для обработки заготовок из прутка, а токарные полуавтоматы — для обработки заготовок из прутка и штучных заготовок.
Технические характеристики автоматов приведены в табл. 1— 3, а полуавтоматов — в табл. 4—6.
Таблица 1. Технические характеристики токарно-револьверных и фасонно-отрезных одношпиндельных прутковых автоматов (размеры, мм)
Таблица 2. Токарные одношпидельные автоматы продольного точения (размеры, мм)
* На оба резца. ** Имеются два диапазона частот вращения шпинделя, переключаемых в каждом диапазоне бесступенчато.
Таблица 3. Токарные многошпиндельные горизонтальные прутковые автоматы (размеры, мм)
Примечания: 1. Все автоматы повышенной точности.
- Четырехшпиндельные автоматы имеют четыре поперечных и один продольный суппорты, остальные автоматы имеют шесть поперечных и один продольный суппорты.
- Шестии восьмишпиндельные автоматы выпускают также с двойной индексацией, т. е. они могут работать соответственно как два трехшпиндельных или два четырехшпиндельных автомата.
Таблица 4. Токарные многошпиндельные горизонтальные патронные полуавтоматы (размеры, мм)
Примечание. Все полуавтоматы повышенной точности.
Таблица 5. Токарные многошпиндельные вертикальные полуавтоматы (размеры, мм)
Таблица 6. ТокарноBревольверные станки и полуавтоматы (размеры, мм)
Повышенным спросом на российском рынке металлорежущего оборудования пользуются модели станков промышленной группы «АСВ-Техника», основные характеристики которых приведены в табл. 7—10 (рис. 1, 2).
Таблица 7. Токарные автоматы многошпиндельные
Таблица 8. Токарные автоматы одношпиндельные для колец
Таблица 9. Токарные полуавтоматы многошпиндельные
Таблица 10. Токарно-револьверные станки
Рис. 1. Общий вид станка 1Б265Н-6К
Рис. 2. Общий вид станка 1В340Ф30
3. Универсальные токарно-винторезные и токарные станки
Универсальные станки объединенной станкостроительной компании EXEN (рис. 3, табл. 11) предназначены для получистовых и чистовых операций при выполнении разнообразных токарных работ: точение, сверление, развертывание, растачивание, нарезание различных резьб, при обработке черных и цветных металлов. Станки позволяют получать высокую точность и геометрию обрабатываемых деталей в пределах нескольких микрон.
Универсальность и доступная стоимость оборудования, а также грамотное использование в производственном цикле позволяет окупить его в первые 2—3 года эксплуатации. Наличие гибких автоматических приспособлений (ГАП) расширяет технологические возможности за счет обработки заготовок больших диаметров. Оснащение станка конусной линейкой дает возможность эффективно обрабатывать конусы и использовать его в инструментальном производстве. Станки комплектуются 3- и 4-кулачковыми патронами, планшайбами, люнетами, жесткими и вращающимися центрами. Они могут быть использованы как в промышленном производстве, так и в индивидуальных мастерских и учебных заведениях.
Станки (рис. 4, табл. 12) предназначены для обработки деталей по всему спектру операций от черновых до чистовых при обработки наружных и внутренних цилиндрических поверхностей, сверления, зенкерования, развертывания осевых отверстий, точения конусов, нарезки наружной и внутренней резьбы.
Рис. 3. Универсальный станок для чистовой обработки Б16Д225
Таблица 11. Токарные станки для чистовой обработки
Рис. 4. Универсальный станок для черной и чистовой обработки Б16Д25М1
Станки серии IV оснащены частотно-регулируемым приводом. На данной модели станка реализована концепция использования частотно-регулируемого привода (ЧРП) шпинделя. Конструкция и кинематическая схема позволили, без увеличения мощности двигателя, сохранить крутящий момент в 1000 Н · м.
Использование ЧРП позволило снизить уровень шума станка, повысить его надежность, а исключение промежуточных звеньев — увеличить КПД механической передачи с 0,79 до 0,9. За счет применения преобразователя частоты снизилось потребление электроэнергии на 30 %. Стабильность напряжения ведет за собой стабильность обработки и позволяет получать геометрические параметры детали по 7-му квалитету.
В данной модели возможно как дискретное, так и плавное регулирование оборотов шпинделя в пределах каждого диапазона. При обработке деталей сложного профиля актуально плавное регулирование скорости под нагрузкой. За счет оптимального подбора скоростей сокращается время обработки на 8 %, растет производительность труда.
Станок снабжен функцией плавного пуска и останова шпинделя, что обеспечивает исключение механических ударов. В результате срок межремонтного цикла увеличивается на 15…30 %, срок службы станка возрастает. Для облегчения перемещения задней бабки по направляющим станины используется аэростатика. Станина цельнолитая. Направляющие станины закалены с двух сторон и отшлифованы.
Докомплектация станка УЦИ увеличивает точность обработки. Станки изготавливаются классов точности Н и П.
Сведения об универсальных токарно-винторезных станках промышленной группы «АСВ-Техника» отечественного производства приведены в табл. 13 и рис. 5, 6.
Сведения об универсальных токарно-винторезных станках импортного производства, пользующихся спросом на российском рынке металлорежущего оборудования, приведены в табл. 14 и на рис. 7 и 8.
Токарные станки производства «Электротехмаш» предназначены для выполнения всех видов токарной обработки деталей (табл. 15). На токарных
Таблица 12. Универсальные станки для черновой и чистовой обработки
Таблица 13. Отечественные универсальные токарно-винторезные станки
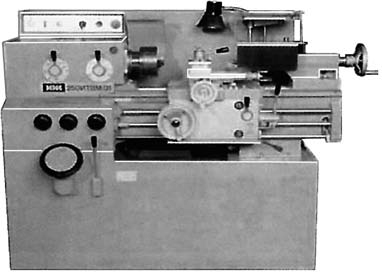
Рис. 5. Общий вид станка 250ИТМВ.01
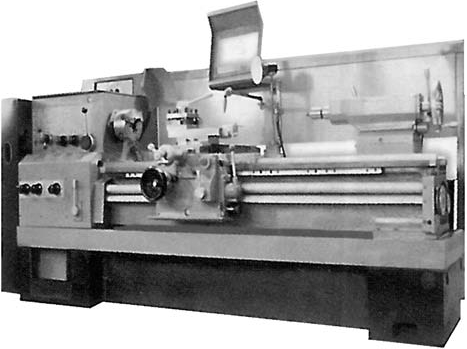
Рис. 6. Общий вид станка МК6056М
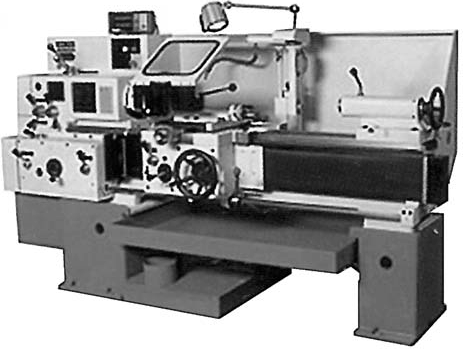
Рис. 7. Токарный станок производства фирмы «TRENS» модель SN 32
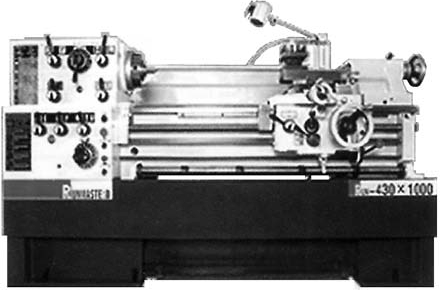
Рис. 8. Токарный станок производства фирмы «RUNMASTER» модель RUN 460
станках можно производить внутреннюю и наружную обработку цилиндрических и конических поверхностей, торцевых плоскостей, а также нарезать все виды резьбы с широким диапазоном шага, выполнять отрезку, проточку конусных поверхностей и канавок, сверление, расточку. Станки обладают универсальными и высококачественными эксплуатационными характеристиками, компактной конструкцией, простотой и удобством в работе, безопасностью и надежностью.
Таблица 14. Импортные универсальные токарно-винторезные станки
| Модель станка | Диаметр детали над станиной, мм | Диаметр детали над суппортом, мм | Диаметр детали над выемкой, мм | Полезная длина выемки, мм | Расстояние между центрами (РАМЦ), мм | Частота вращения шпинделя, об/мин | Мощность главного двигателя, кВт |
| Станки производства «TRENS» (Словакия) | |||||||
| SN 32 | 330 | 168 | 520 | 230 | 750…1000 | 14…2500 | 4,0 |
| SN 50 C | 500 | 270 | 700 | 230 | 1000…2000 | 22…2000 | 5,5 |
| SN 71 C | 710 | 420 | 960 | 300 | 1500…4000 | 10…1000 | 7,5 |
| SN 500 SA | 505 | 270 | 700 | 230 | 1000…2000 | 12,5…2000 | 7,5 |
| SN 710 S | 720 | 430 | 960 | 300 | 1500…4000 | 10…1600 | 7,5 |
| SUI 80 | 800 | 520 | 870 | 320 | 1500…8000 | 11,2…1800 | 15,0 |
| Станки производства «RUNMASTER» (Тайвань) | |||||||
| RUN 430 | 430 | 244 | — | — | 750…1500 | 25…2000 | 5,0…7,5 |
| RUN 460 | 460 | 259 | — | — | 1515…2015 | 20…1600 | 7,5 |
| RUN 530 | 530 | 344 | — | — | 750…1500 | 25…2000 | 7,5 |
| RUN 560 | 560 | 359 | — | — | 1515…2015 | 20…1600 | 7,5 |
Таблица 15. Технические характеристики токарных станков производства «Электротехмаш»
4. Токарно-карусельные станки
Станки токарно-карусельные находят широкое применение на предприятиях тяжелого, энергетического, транспортного и нефтехимического машиностроения (табл. 16).
Различают одностоечные (с планшайбой диаметром до 1600 мм) и двухстоечные (с планшайбой диаметром до 20000 мм) токарно-карусельные станки. Главными параметрами являются диаметр D и высота L обрабатываемой заготовки; причем параметр L зависит от параметра D. Станкостроительные заводы изготовляют станки с большим модельным рядом, у которых D L = 800 800; 1000 800; 1250 1000; 1600 1000; 2300 1600; 2500 1600; 3200 2000; …; 20 000 6300 мм.
Токарно-карусельные станки используют при обработке цилиндрических и конических (наружных и внутренних) поверхностей, протачивания канавок, отрезки, обработки торцовых поверхностей, а при применении приспособлений применяют для фасонного точения, нарезания резьбы и других операций, включая фрезерную и шлифовальную обработки.
На рис. 9 показан одностоечный токарно-карусельный станок модели 1512. Станок имеет станину — стойку 9 со столом 1. Поперечина 6 с вертикальным суппортом 5 и боковой суппорт 10 перемещаются по направляющим стойки 9.
Таблица 16. Технические характеристики токарноBкарусельных станков
Источник: extxe.com