Вы можете добавить книгу в избранное после того, как авторизуетесь на портале. Если у вас еще нет учетной записи, то зарегистрируйтесь.
Ссылка скопирована в буфер обмена
Вы так же можете поделиться напрямую в социальных сетях
Национальная
электронная
библиотека
- Электронные читальные залы
- Информация для библиотек
- Вопросы и ответы
- Обратная связь
- Версия для слабовидящих
- Версия для слепых
Вы находитесь на новой версии портала Национальной Электронной Библиотеки. Если вы хотите воспользоваться старой версией, перейдите по ссылке .
Источник: rusneb.ru
7.2. Станок мод. Тв – 320 (рис. 27)
Токарно-винторезный станок модели ТВ – 320 представляет собой высокооборотный специализированный станок, особо пригодный для выполнения работ в индустриальном и приборостроительном производстве.
Обновление станочного парка, покупка ТВ-320.
Станок предназначен для токарной обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, подрезания торцов, прорезания канавок, сверления, зенкерования и развертывания отверстий, а также для нарезания резьб.

Рис. 27. Токарно-винторезный станок ТВ – 320 (органы управления).
- – Рукоятки настройки частоты вращения шпинделя.
- – Рукоятка управления шестернями перебора.
- – Рукоятка управления шестернями реверса.
- – Маховичок цангодержателя.
- – Рукоятка для включения ходового винта.
- — Рукоятка для настройки подачи.
- – Рукоятка включения удвоенной подачи.
- — Рукоятка включения маточной гайки ходового винта.
- – Рукоятка переключения продольной и поперечной подачи.
- – Рукоятка зажима резцовой головки.
- – Рукоятка включения падающего червяка.
- – Рукоятка ручного перемещения каретки.
- – Рукоятка ручного перемещения суппорта.
- — Рукоятка ручного перемещения верхних салазок суппорта.
- – Рукоятка управления электродвигателем.
- – Рукоятка включения реечной шестерни.
- – Рукоятка крепления задней бабки на станине.
- – Маховичок перемещения пиноли.
- – Болт зажима задней бабки на плите.
- – Рукоятка для зажима пиноли.
- – Выключатель.
7.3. СТАНОК МОД. ІЕ6ІМТ (рис. 28)
Назначение.
Токарно-винторезный станок модели ІЕ6ІМТ высокой точности предназначен для выполнения финишных операций при токарной обработке деталей точности для точного приборостроения.
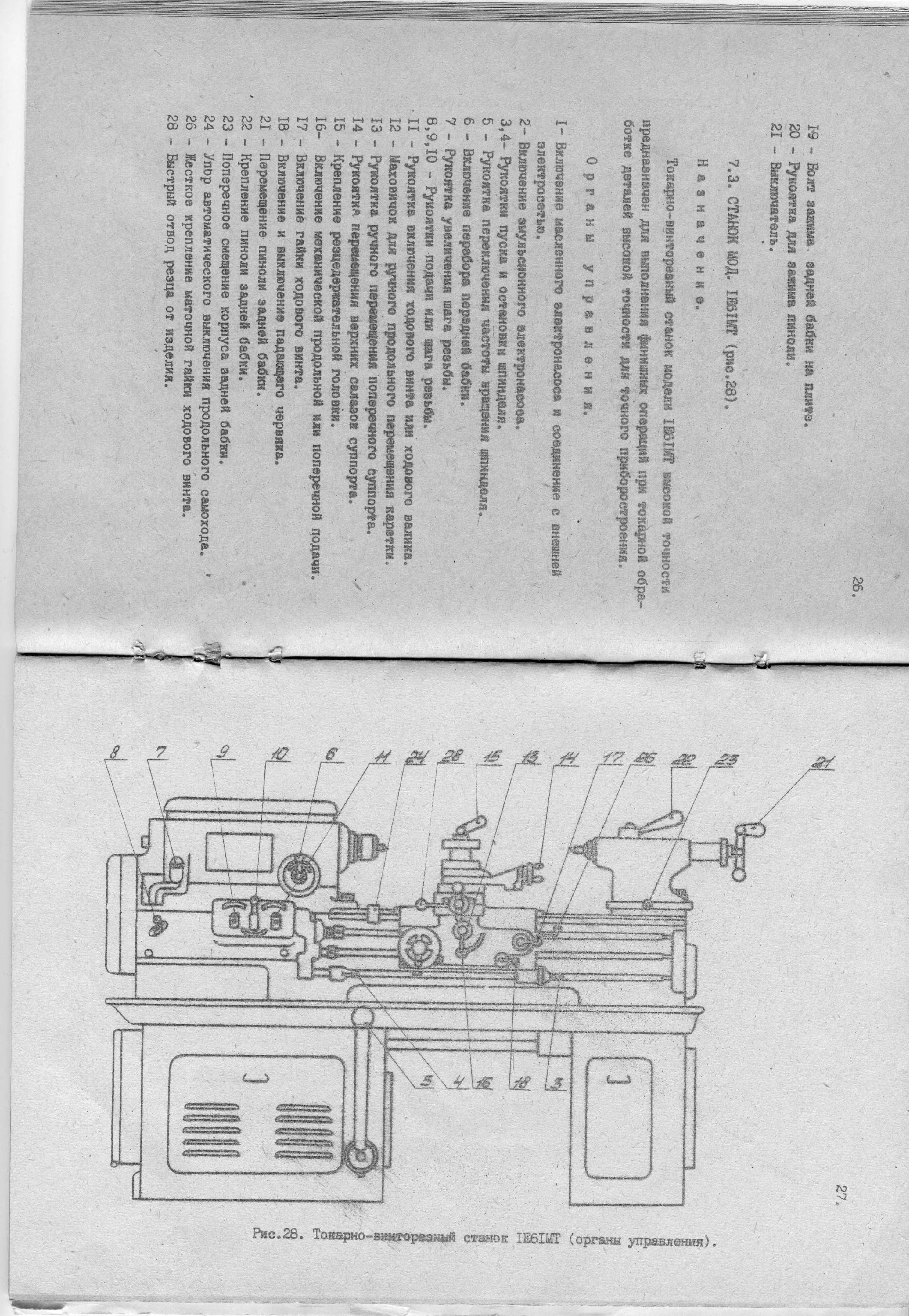
Рис.28 Токарно-винторезный станок ІЕ6ІМТ (органы управления)
- — Включение масленого электронасоса и соединение с внешней электросетью.
- – Включение эмульсионного электронасоса.
3, 4 – Рукоятки пуска и остановки шпинделя.
Тв — 320
5.– Рукоятка переключения частоты вращения шпинделя.
6.- Включение перебора передней бабки.
7. – Рукоятка увеличения шага резьбы.
8, 9, 10 – Рукоятки подачи или шага резьбы.
11. – Рукоятка включения ходового винта или холодного валика.
12. – Маховичок для ручного продольного перемещения каретки.
13.- Рукоятка ручного перемещения поперечного суппорта.
14.- Рукоятка перемещения верхних салазок суппорта.
15.- Крепление резцедержательной головки.
16.- Включение механической продольной или поперечной подачи.
17. – Включение гайки ходового винта.
18. – Включение и выключение падающего червяка.
21.- Перемещение пиноли задней бабки.
22.- Крепление пиноли задней бабки.
23. – Поперечное смещение корпуса задней бабки.
24. – Упор автоматического выключения продольного самохода.
26. — Жесткое крепление маточной гайки ходового винта.
28.- Быстрый отвод резца от изделия.
7.4.СТАНОК МОД. ІК62 (рис. 29).
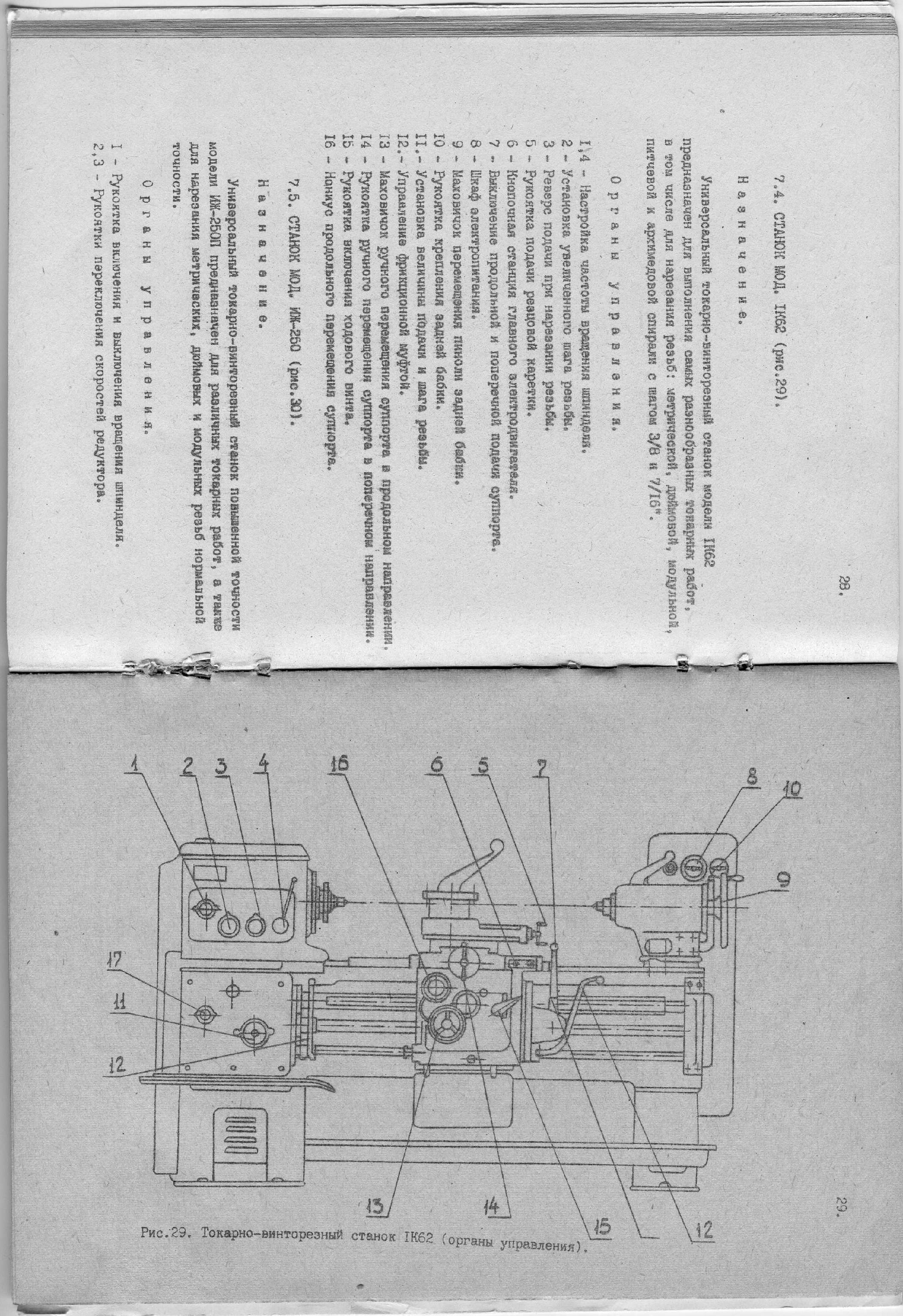
Универсальный токарно-винторезный станок модели ІК62 предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/ 8 и 7/16.
1,4 – Настройка частоты вращения шпинделя.
2 – Установка увеличенного шага резьбы.
3 – Реверс подачи при нарезании резьбы.
5 – Рукоятка подачи резцовой каретки.
6 – Кнопочная станция главного электродвигателя.
7 – Выключение продольной и поперечной подачи суппорта.
8 – Шкаф электропитания.
9 – Маховичок перемещения пиноли задней бабки.
10 – Рукоятка крепления задней бабки.
11 – Установка величины подачи и шага резьбы.
12 – Управление фрикционной муфтой.
13 – Маховичок ручного перемещения суппорта в продольном направлении.
14 – Рукоятка ручного перемещения суппорта в поперечном направлении.
15 – Рукоятка включения ходового винта.
16 – Нониус продольного перемещения суппорта.
7.5. СТАНОК МОД. ИЖ – 250 (рис.30).
Универсальный токарно-винторезный станок повышенной точности модели ИЖ – 250П предназначен для различных токарных работ, а также для нарезания метрических, дюймовых и модульных резьб нормальной точности.
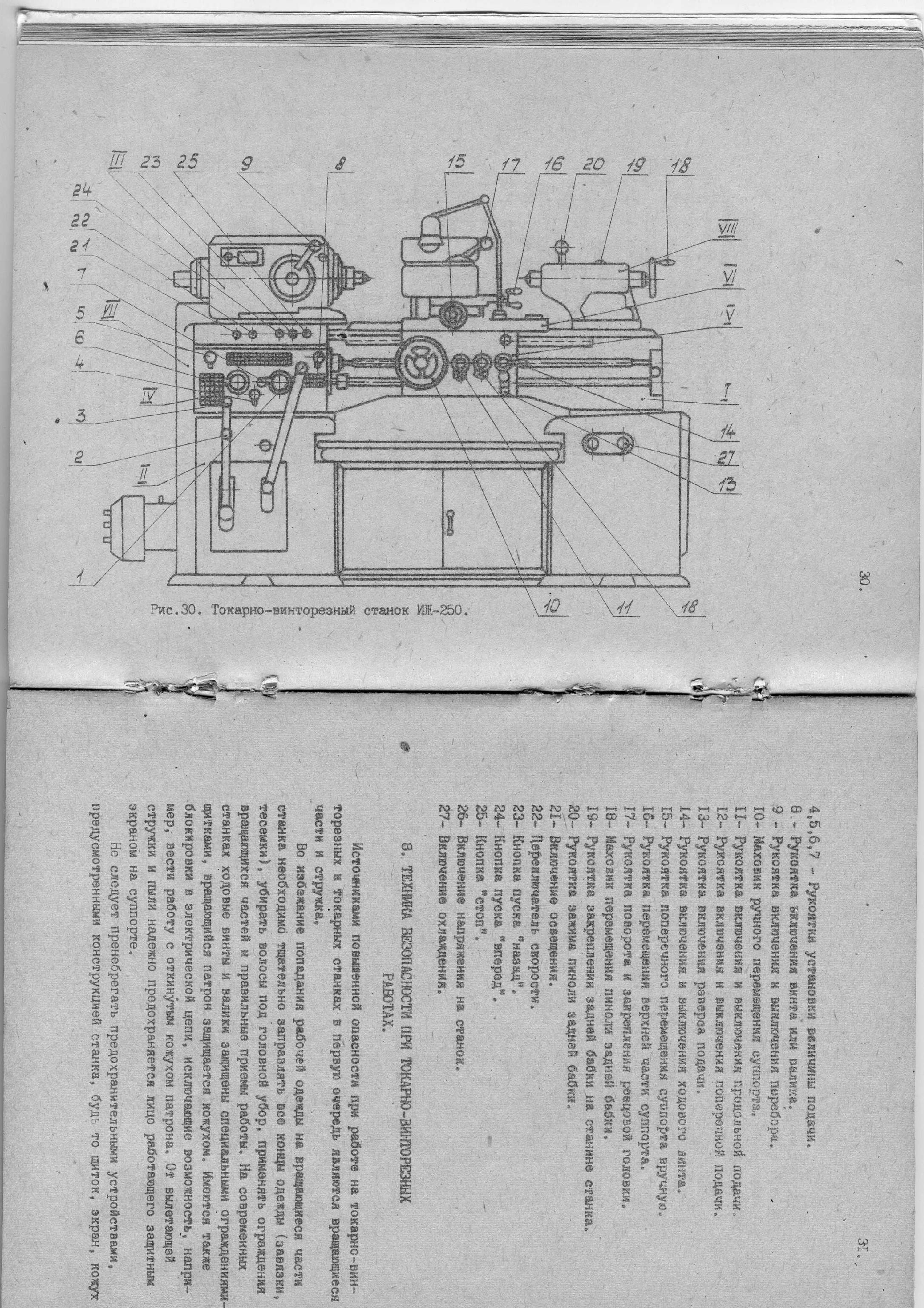
1 – Рукоятка включения и выключения вращения шпинделя.
2,3 – Рукоятки переключения скоростей редуктора.
4, 5, 6, 7 – Рукоятки установки величины подачи.
8 – Рукоятка включения винта или валика.
9 – Рукоятка включения и выключения перебора.
10 – Маховик ручного перемещения суппорта.
11 – Рукоятка включения и выключения продольной подачи.
12 – Рукоятка включения и выключения поперечной подачи.
13 – Рукоятка включения реверса подачи.
14 – Рукоятка включения и выключения ходового винта.
15 – Рукоятка поперечного перемещения суппорта вручную.
16 – Рукоятка перемещений верхней части суппорта.
17 – Рукоятка поворота и закрепления резцовой головки.
18 – Маховик перемещения пиноли заднее бабки.
19 – Рукоятка закрепления задней бабки на станино станка.
20 – Рукоятка зажима пиноли задней бабки.
21 – Включения освещения.
22 – Переключатель скорости.
23 – Кнопка пуска «назад».
24 – Кнопка пуска «вперед».
25 – Кнопка «стоп».
26 – Включение напряжения на станок.
27 – Включение охлаждения.
- ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ТОКАРНО-ВИНТОРЕЗНЫХ РАБОТАХ.
Источниками повышенной опасности при работе на токарно-винторезных и токарных станках в первую очередь являются вращающиеся части и стружка.
Во избежание попадания рабочей одежды на вращающиеся части станка необходимо тщательно заправлять все концы одежды (завязки, тесемки), убирать волосы под головной убор, применять ограждения вращающихся частей и правильные приемы работы. На современных станках ходовые винты и валики защищены специальными ограждениями, щитками, вращающийся патрон защищается кожухом. Имеются также блокировки в электрической цепи, исключающие возможность, например, вести работу с откинутым кожухом патрона. От вылетающей стружки и пыли надежно предохраняется лицо работающего защитным экраном на суппорте.
Не следует пренебрегать предохранительными устройствами, предусмотренными конструкцией станка, будь то щиток, экран, кожух или ограждение, например ограждение гитары сменных колес.
При работе без стружколомания и струшкозавивания образуется сливная стружка, которая может захватывать станок, что является недопустимым. Режим работы и геометрия инструмента должны исключить появление стружки в виде лент.
Заготовки следует надежно закреплять в патроне или центрах.
РАБОТА №2. Строгание.
- КРАТКИЕ СВЕДЕНИЯ ОБ ОБРАБОТКЕ СТРОГАНИЕМ.
Строгание применяют для обработки плоскостей и несложных фасонных поверхностей с прямолинейными образующими в единичном и мелкосерийном производстве. Строгание производится на поперечно – строгальных и продольно – строгальных станках. В качестве режущих инструментов применяются строгальные резцы.
На поперечно – строгальных станках (рисю31), предназначенных для обработки заготовок длиной до І м, движение резания сообщается резцу. Резание осуществляется при поступательном движении резца, а возвратное движение является холостым ходом.
Обрабатываемая заготовка закрепляется на столе станка и ей сообщается движение подачи (во время холостого хода) в направлении, перпендикулярном направлению движения резания.
Процесс резания и образования стружки протекает так же, как и при точении. В начале рабочего резец при входе в обрабатываемый материал испытывает удар о заготовку, что отрицательно сказывается на его прочности и стойкости. Строгальные резцы, подобно токарным, подразделяются на проходные – для обработки горизонтальных и наружных наклонных поверхностей; подрезные – для обработки вертикальных и внутренних наклонных плоскостей; отрезные – для изготовления пазов, уступов и разрезки заготовок; фасонные для изготовления фасонных поверхностей.
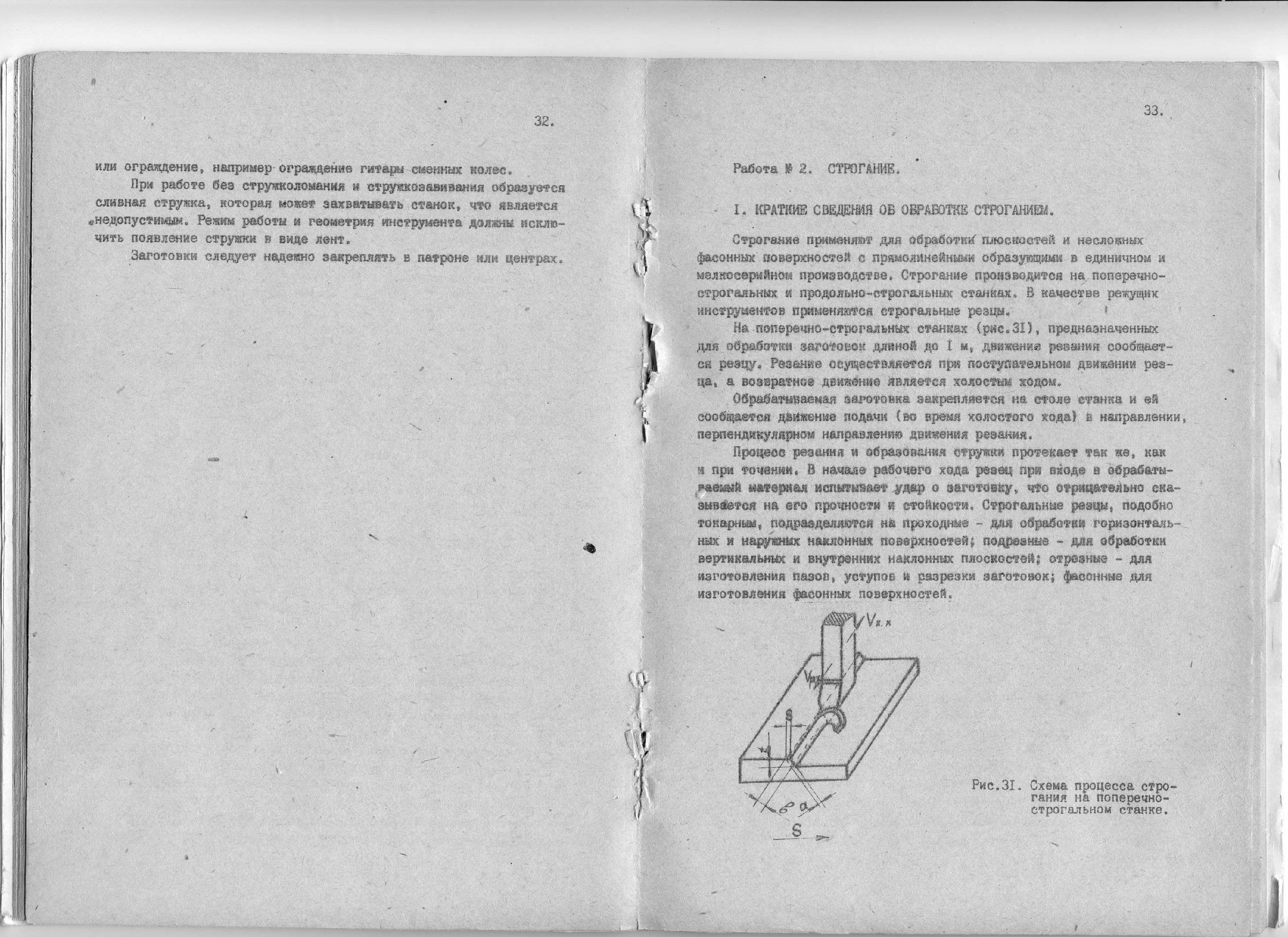
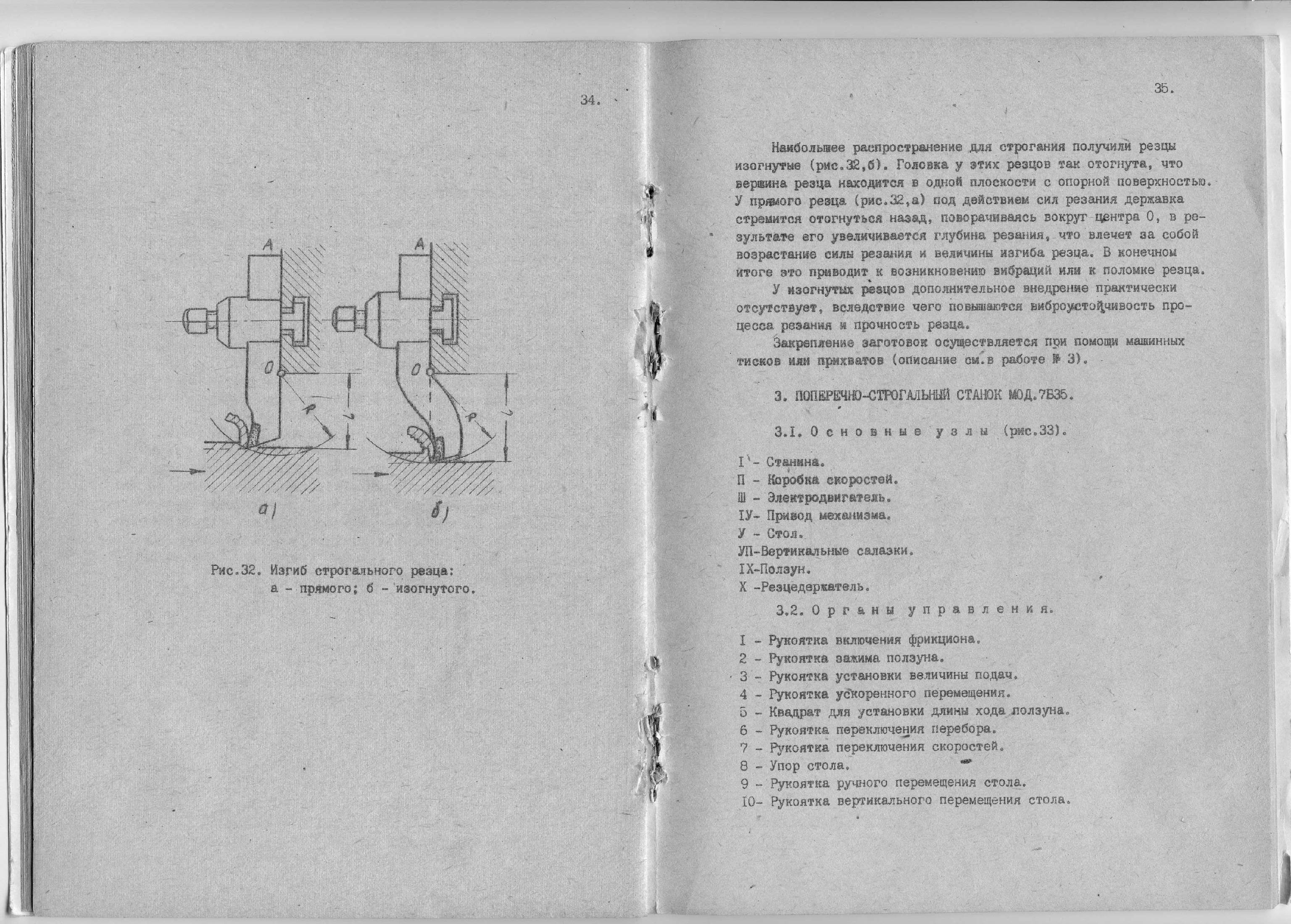
Рис.31. Схема процесса строгания
на поперечно – строгальном станке.
Рис. 32. Изгиб стального резца:
а – прямого; б – изогнутого.
Наибольшее распространение для строгания получили резцы изогнутые (рис.32, б). Головка у этих резцов так отогнута, что вершина резца находится в одной плоскости с опорной поверхностью. У прямого резца (рис. 32,а) под действием сил резания державка стремится отогнуться назад, поворачиваясь вокруг центра 0, в результате его увеличивается глубина резания, что влечет за собой возрастание силы резания и величины изгиба резца. В конечном итоге это приводит к возникновению вибраций или к поломке резца.
У изогнутых резцов дополнительное внедрение практически отсутствует, вследствие чего повышаются виброустойчивость процесса резания и прочность резца.
Закрепление заготовок осуществляется при помощи машинных тисков или прихватов
( описание см. в работе № 3).
- ПОПЕРЕЧНО – СТРОГАЛЬНЫЙ СТАНОК МОД. 7Б35.
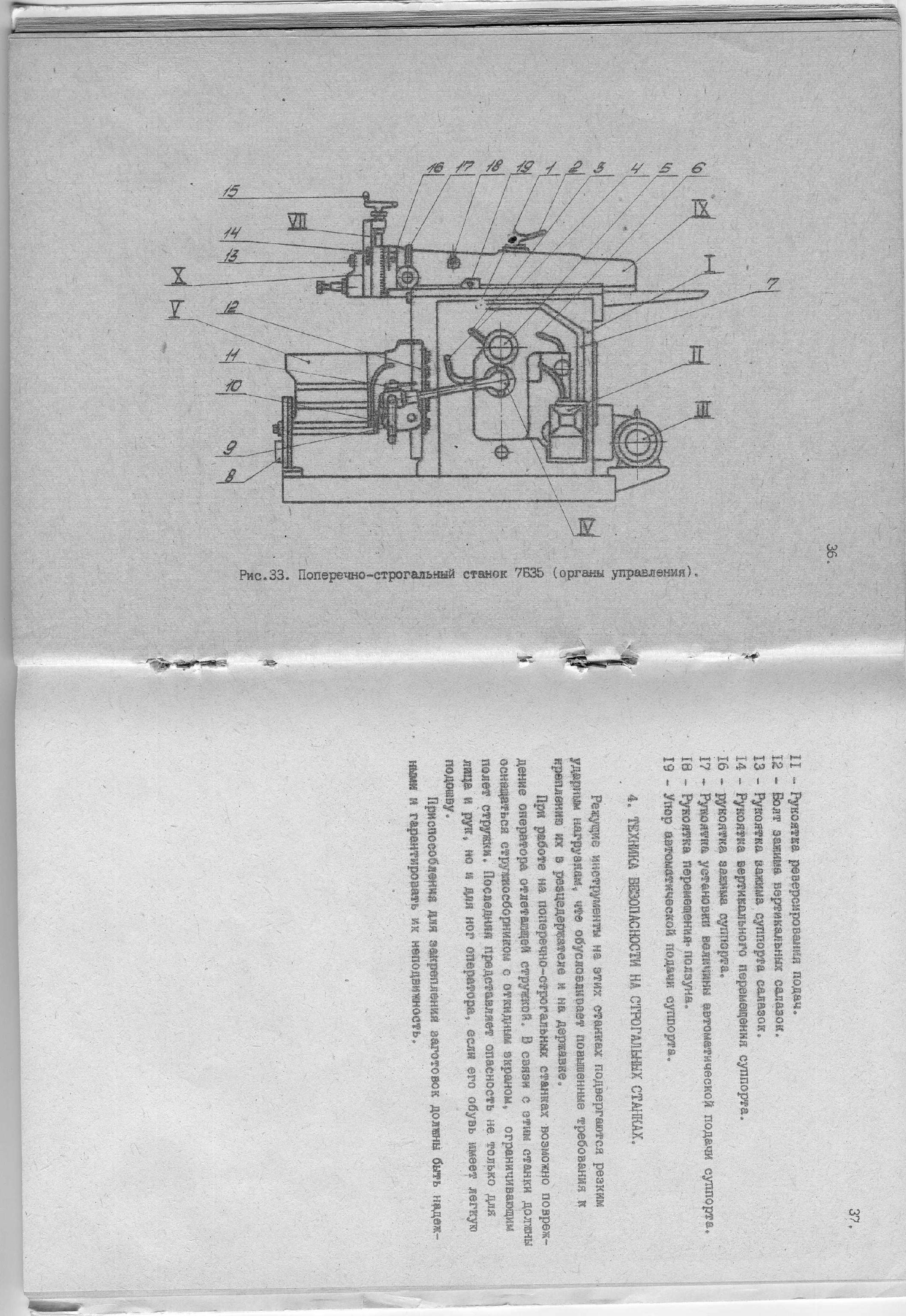
ІІ – Коробка скоростей.
ІУ – Привод механизма.
УП – Вертикальные салазки.
Источник: studfile.net
Токарный станок ТВ 320. Технические возможности
Токарный станок ТВ 320 – это универсальное средство обработки металлических заготовок, активно используемое предприятиями в производстве инструментов и приборов.
Технические возможности станка ТВ 320 позволяют выполнять стразу несколько технологических процессов, осуществлять обработку методом скоростного точения, а также регулировать параметры подачи, не завершая работу прибора.
С помощью токарного станка ТВ 320 можно выполнять несколько основных операций: обработка внутренних и наружных поверхностей, нарезка метрической резьбы, конусное точение, а также выполнение операционных работ.
Технические характеристики токарных станков ТВ 320
Технические станки ТВ 320 обладают следующими основными характеристиками:
- расстояние между центрами станка – 500 мм;
- наибольшая длина детали, подвергаемой точению – 500 мм;
- наибольший диаметр деталей, обрабатываемых станком: над станиной – 320 мм, над суппортом – 170 мм;
- диаметр сквозного отверстия шпиндельного узла – 26 мм;
- количество режимов скоростей вращения шпинделя – 18;
- число поперечных и продольных подач – по 16;
- скорость вращения шпинделя станка – 36-2000 об/мин;
- пределы подач: продольных – 0,03–0,49 мм/об, поперечных – 0,012–0,18 мм/об;
- категория конусной части шпинделя – «Морзе-4»;
- категория пиноли – «Морзе-3»;
- размеры модели: 1800*950*1250 мм;
- масса токарного станка: 900 кг.
Где купить токарный станок ТВ 320
Купить абсолютно новый токарный станок ТВ 320, скорее всего, не получится. Это оборудование производил 14 лет Уфимский моторостроительный завод с 1956 по 1970 годы.
В качестве аналогов ТВ 320 можно рассмотреть станки: СУ-320, УТ-16 (модель, пришедшая на смену ТВ 320), ИЖ 250 ИТВ и 1М61, а также модель ZMM СU325 с РМЦ 500 мм.
Источник: dvt-spb.ru