Предназначен для практического освоения учащимися всех этапов подготовки производства, технологических режимов токарной обработки и изготовления деталей из типовых конструкционных материалов точением на станке с ЧПУ, а так же изучении основ работы наладчиков станков с ЧПУ.
Сборник содержит инструкции по выполнению 17 лабораторных работ:
- Конструктивные особенности малогабаритного токарного станка с ЧПУ
- Принципы построения системы координат токарного станка с ЧПУ
- Виртуальный пульт малогабаритного токарного станка с ЧПУ
- Включение и основные приёмы ручного управления с пульта малогабаритным токарным станком с ЧПУ
- Установка в револьверной головке эталонного резца (без внесения коррекции). Назначение нулевой точки детали. В режиме ручного управления с пульта
- Основы геометрических вычислений координат при токарной обработке на станках с ЧПУ
- Технологические основы токарной обработки на станках с ЧПУ
- Основные сведения о составе управляющей программы
- Введение в программирование. Вспомогательные функции
- Введение в программирование. Подготовительные функции. Программирование паузы и линейной интерполяции
- Загрузка управляющей программы на виртуальный пульт. Редактирование программы и запуск обработки
- Введение в программирование. Программирование способа отсчёта перемещений, смещения нулевой точки детали, возврата на базу
- Введение в программирование. Подготовительные функции. Круговой интерполяции
- Определение и внесение в базу данных системы чпу корректоров на смещение инструмента относительно эталонного резца.
- Определение при помощи измерительного индикатора. Корректоров на смещение осевого инструмента
- Постоянные технологические циклы. Программирование нарезания резьбы
- Правила техники безопасности
- ПРИЛОЖЕНИЕ : Ответы к лабораторно-практическим работам
- Токарный учебный станок с ЧПУ RDS-T
- Блок управления
- Револьверная головка смены инструмента (8 –ми позиционная )
- Комплект электрических кабелей
- Программное обеспечение для управления станком
- Сборник лабораторных работ (17 ЛР)
- Инструкция по эксплуатации
- Паспорт
- Комплект оснастки и инструмента
- Комплект металлорежущего инструмента
- Набор измерительного инструмента для станка
- Персональный компьютер с монитором
- Источник бесперебойного питания
- Интегрированный CAD/CAM комплекс «ADEM» ( локальный на 1 р/м)
- Постпроцессор
- Защитная кабина
- Подставка под станок
- Стул полумягкий, регулируемый по высоте.
| Габариты станка (длина, высота, ширина), мм, | 820 х 430 х 370 |
| Масса станка, кг, | 50 |
| Электрическое питание станка: | |
| — Напряжение питания, В | 220 |
| — Частота, Гц | 50 |
| — Потребляемая мощность, Вт, | 850 |
| Максимальная длина заготовки, мм | 300 |
| Максимальный диаметр заготовки, мм | 80 |
| Диаметр токарного патрона, мм | 100 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Поперечный ход суппорта, мм, | 80 |
| Наибольшая подача, мм/с, | 10 |
| Дискретность перемещения по двум осям координат, мм | 0,01 |
| Тип направляющих по оси X | «ласточкин хвост» |
| Тип направляющих по оси Z | сочетание плоского и треугольного профиля |
| Тип пары винт-гайка | скольжения |
| Полный диапазон скорости вращения шпинделя, об./мин.: | 150 …. 2500 |
| Мощность двигателя шпинделя, Вт,: | 600 |
| Способ регулирования скорости вращения шпинделя | электронный |
| Количество позиций револьверной головки: | |
| — поперечного инструмента | 4 (под резцы 10х10 мм) |
| — осевого инструмента | 4 (диаметр оправки 16 мм) |
| Максимальный диаметр нарезаемой резьбы, мм | 25 |
| Максимальный шаг нарезаемой резьбы, мм | 1,2 |
Назначение и устройство токарно-винторезного станка ТВ 6. Урок технологии в 7 классе.
Набор оборудования для работы токарного учебного станка с ЧПУ «RDS-T»
Станки имеют сертификат соответствия требованиям технического регламента Таможенного союза «О безопасности машин и оборудования».
Компания Metal Master – лидер по поставкам металлообрабатывающей техники!
- Огромный выбор станков, начиная от простых и заканчивая профессиональными;
- Высокий уровень сервиса. Сотрудники компании превосходно разбираются во всех тонкостях реализуемой техники и способны оказать незаменимую помощь при подборе оборудования;
- Сервисное, гарантийное и постгарантийное обслуживание;
- Доставка в любой город на территории РФ в максимально сжатые сроки. Отгрузка выполняется в тот день, когда деньги поступили на счёт компании;
- Регулярно мы проводим акции и предоставляем скидки на отличное металлообрабатывающее оборудование.
Звоните нам и делайте заказ!
ONLINE трансляция из демозала Metal Master
Технические характеристики токарно-винторезного станка ТВ-6М.
| Величины | ||
| Наибольший диаметр обрабатываемого прутка | мм | 12 |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 200 |
| Наибольший диаметр обрабатываемой заготовки над суппортом | мм | 80 |
| Наибольшая длинна обтачивания | мм | 300 |
| Шаг нарезаемой резьбы, метрический | 0,8; 1; 1,25 | |
| Высота центров | мм | 108 |
| Расстояние между центрами | мм | 35 |
| Частота вращения шпинделя | об/мин | 130-700 |
| Масса станка | кг | 300 |
| Габаритные размеры станка | мм | 110х470х110 |
Схема электрическая принципиальная токарно-винторезного станка ТВ-6М.
Схема электрическая принципиальная токарно-винторезного станка ТВ-6М приведена на следующем рисунке:

Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка ТВ-6М в хорошем качестве и с большим разрешением можно по ссылке расположенной ниже:
Источник: tex16.ru
Токарно-винторезный станок ТВ-11

Универсальный токарно-винторезный станок ТВ-11 в основном используется в учебных мастерских, ремонтных цехах, лабораториях колледжей, институтов. Токарный станок марки ТВ выпускается в следующих модификациях: ТВ-7М (деталь 220х270мм), ТВ-9 (деталь 220х510мм) и ТВ-11 (деталь 240х750мм).
Станок ТВ-11 относится к группе «отечественные токарные станки». При использовании алмазных резцов при чистовой обработке шероховатость поверхности не более 0,2 мкм по Ra. Дополнительно токарный станок ТВ-11 может оснащаться ЧПУ. Универсальный станок ТВ-11 обладает бесступенчатым приводом главного движения «MITSUBISHI» для достижения максимального момента без переключения скоростей.
Станок ТВ-11 используется для токарных работ, таких как проточка цилиндрических и конических поверхностей, расточка поверхностей, сверление различных диаметров, отрезка заготовки, нарезание различных видов резьб (метрических, дюймовых, модульных и питчевых), подрезание торцов деталей. К преимуществам токарного станка ТВ-11 можно отнести жесткую виброустойчивую станину, высокую мощность главного привода, большой диапазон вращения шпинделя.
Для высокой точности обработки в шпиндельный узел станка ТВ-11 устанавливаются радиально-упорные подшипники. Класс точности станка – Н по гост 82. В нашей компании Вы можете купить отечественный токарный станок по цене завода на складе г.Москва в наличии. Так же в наличии имеется подставка под станок ТВ-11.
Технические характеристики станка ТВ-11.
Максимальный диаметр заготовки над станиной, мм
Максимальный диаметр заготовки над станиной, мм
Максимальная длина изделия, мм
Источник: stankopostavka.ru
Обзор токарного станка ТВ-7
Выпускавшийся Ростовским заводом КомТех-Плюс токарный станок ТВ-7 отличается от своих предшественников конструктивными особенностями переднего узла и коробки скоростей. Установка выделяется способом переключения скоростей – в конструкции установлена понижающая коробка, работающая в двух режимах, а ремень привода перебрасывается.
Благодаря этой особенности, на переднем узле установки рычагов, переключающих скорости главного вала, нет. Модель стала первой среди станков подобного типа, которая была дополнительно оснащена тремя подачами и тремя резьбами. Это универсальное устройство специально предназначено для обучения школьников и студентов токарной обработке металлических изделий. Конструкцией агрегата предусмотрено выполнение таких работ: обработка конических и цилиндрических поверхностей, обработка торцов, отрезка, нарезка резьб, высверливание и прочие.

Особенности конструкции
- Станина. Основа агрегата, изготовленная из литого чугуна, на которой установлены остальные составляющие конструкции в специально предусмотренных нишах.
- Передний узел. Механизмы узла предназначены для закрепления обрабатываемой болванки, изменения ее положения и передачи ей вращательного движения. Для привода используется коробка подач, соединенная со шкивом главного вала.
- Понижающая коробка. Устройство служит для увеличения вариантов скоростей главного вала. Располагается вместе с электрическим двигателем на салазках. На передней части корпуса располагается указатель, показывающий уровень масла.
- Коробка передач. Устройство передает вращательный элемент на фартук установки, благодаря чему формируется резьба.
- Суппорт. Элемент предназначен для закрепления режущего инструмента и изменения его положения относительно вращающейся болванки.
- Задний узел. Конструкция узла стандартна и предназначена для установки обрабатываемой болванки. В него устанавливается инструмент для высверливания отверстий. Во время обработки важно следить за совпадением пиноли заднего узла и оси главного вала.
- Асинхронный двигатель. Имеет три фазы и мощность 1,1 кВт. За изменение параметров отвечает кулачковый переключатель.
Токарный станок ТВ-7: технические характеристики
Во многом характеристики токарного станка ТВ-7 схожи с параметрами аналогичных учебных агрегатов. Но незначительные различия все же имеются и заключаются они в увеличении некоторых значений.
Вес установки в 400 кг частично способствует уменьшению вибраций, проявляющихся в процессе работы. Корпус станка имеет сравнительно небольшие размерные параметры, которые равняются 1050х535х1200 мм.
Перед работой рекомендуется ознакомиться с инструкцией и, согласно ей, просчитать этапы работ, размеры болванки и обозначить схему предстоящей обработки. При этом важно учитывать время эксплуатации устройства – при продолжительном времени работ начальные настройки изменяются.
Согласно паспорту, токарный станок ТВ-7 имеет следующие технические характеристики:
- класс точности по ГОСТ – Н;
- диаметр установленной над станиной болванки в наибольшем значении – 22 см;
- диаметр устанавливаемой над резцедержателем болванки в наибольшем значении – 10 см;
- высота центров – 12 см;
- длина болванки в центрах в наибольшем значении – 33 см;
- длина болванки в патроне в наибольшем значении – 31 см;
- длина обтачивания в наибольшем значении – 30 см;
- высота резцедержателя в наибольшем значении – 1,6х1,6 см;
- диаметр отверстия в главном вале – 1,8 см;
- число ступней при прямом вращении – 8;
- скорость прямого вращения – 60-1000 об/мин;
- число частотных ступеней при обратном вращении – 8;
- скорость обратного вращения – 60-1000 об/мин;
- продольное перемещение резцедержателя в наибольшем значении – 26 см;
- осевое передвижение резцедержателя на деление лимба – 0,25 мм;
- поперечное передвижение резцедержателя на деление лимба – 0,025 мм;
- передвижение резцовых салазок в наибольшем значении – 8,5 см;
- количество ступеней осевых подач резцедержателя – 8;
- количество доступных для нарезки резьб – 6;
- перемещение пиноли в наибольшем значении – 6,5 см;
- мощность главного электрического двигателя – 1,1 кВт.
Конструкцией установки предусмотрена только нарезка метрических резьб с пределами шагов 0,8-2,5 мм. Также стоит учитывать, что механизмов принудительного торможения главного вала и блокировки управляющих рычагов в данной модели нет.
Станина и передняя бабка
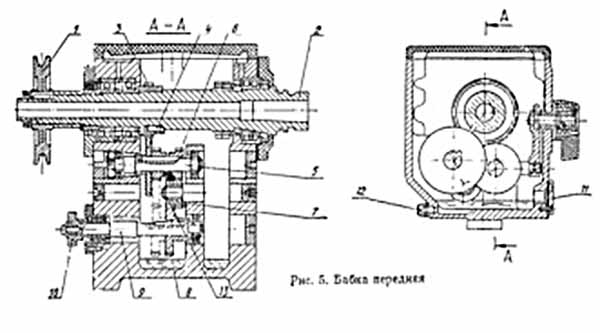
Основной частью любого токарного станка, в том числе и рассматриваемой модели, является станина, на которую установлены все прочие составляющие конструкции. Исключением является электрический двигатель главного привода. Основа, изготовленная из литого чугуна, установлена на двух тумбах.
На рабочей основе располагаются четыре направляющие – две треугольные и две плоские. Задний узел перемещается по передней плоской и задней треугольной направляющим, а резцедержатель по задней плоской и передней треугольной.
В левой части рабочей основы установлен передний узел. В нем находится шпиндельный узел, который передает вращательный элемент обрабатываемой заготовке, установленной в нем. Шпиндельный узел имеет такие характеристики:
- Диаметр отверстия в главном вале – 1,8 см.
- Число ступней при прямом вращении – 8.
- Число ступеней при обратном вращении – 8.
- Конус Морзе — №3.
- Скорость вращения в прямом и обратном направлениях – 60-1000 об/мин.
Болванка фиксируется в главном вале посредством трехкулачкового патрона, соединенного с валом при помощи нарезанной на нем резьбы. Иногда болванка может закрепляться при помощи планшайбы с проводком, которая соединяется со шпинделем аналогичным образом. При необходимости обработки болванки в центрах, в узел главного вала монтируется специальный конусный центр.
Узел главного вала установлен в двух опорах переднего узла, в которых имеются радиально-упорные подшипники, обеспечивающие большую точность и легкость вращения главного вала. В переднем узле находится специальный механизм, позволяющий резцедержателю совершать необходимые реверсивные подачи. Данный механизм управляется специальным рычагом.
Школьный агрегат нуждается в регулярной смене масла для эффективности работы. В задней части переднего узла располагается специальная пробка, посредством которой осуществляется замена масла. На лицевой стороне переднего узла расположен специальный указатель, позволяющий контролировать уровень залитого масла.
Суппорт и задняя бабка
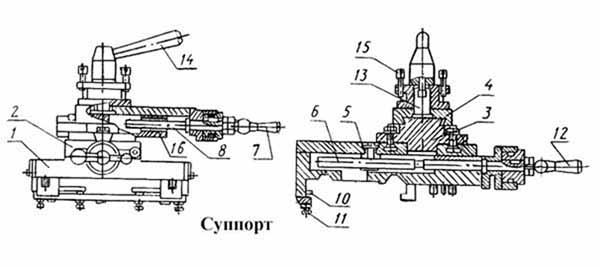
Резцедержатель предназначается для установки резцов и обеспечения их перемещения в осевом и перпендикулярном направлениях. Данный элемент конструкции состоит из четырех салазок:
- нижних, перемещающихся по направляющим рабочей поверхности основы в осевом направлении;
- верхних, обеспечивающих перпендикулярное передвижение резца и перемещающихся по направляющим нижних салазок;
- поворотных, обеспечивающих поворот резцовой головки в обе стороны на 40°, на них установлены направляющие для перемещения самых верхних салазок;
- самых верхних, на которых располагается непосредственно сам резцедержатель, чье осевое перемещение управляется рычагом, соединенным с винтом.
Суппорт имеет много трущихся частей, которые имеют большую тенденцию к изнашиванию во время работ. Это влечет за собой возникновение зазоров, которые, при несвоевременном их устранении, нарушают работу механизмов резцедержателя: чрезмерное вибрирование режущего инструмента, снижение точности выполняемых работ и прочие. Зазоры устраняются специальными планками и клиньями, регулируемыми торцовыми винтами.
Положение резцедержателя, зафиксированного на самых верхних салазках винтом, изменяется при помощи опорного штифта. Резцедержатель отсоединяется от салазок поворотом рукояти, соединенной с болтом. Конструкцией резцедержателя предусмотрена одновременная установка от одного до четырех режущих инструментов, которые закрепляются в конструкции соответствующими болтами.
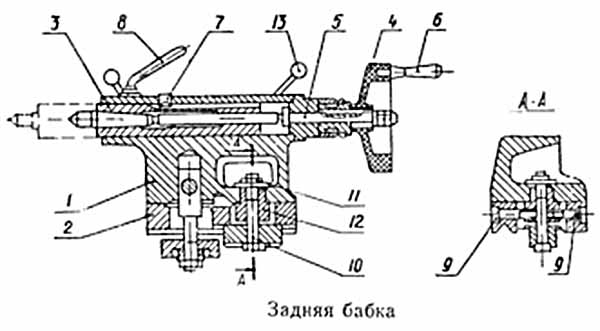
Задний узел оборудования предназначен для удержания заднего конца обрабатываемой болванки и для установки сверл и прочего инструмента для работы с отверстиями. Бабка состоит из подвижного корпуса, перемещающегося по направляющим основы, пиноли, передвигающейся в осевом направлении, чье передвижение осуществляется благодаря соединенному с маховиком винту.
В пиноли заднего узла находится конус Морзе – специальное отверстие, позволяющее фиксировать инструменты, конический центр или токарный патрон. Вращение маховика обеспечивает осевое передвижение пиноли, при котором сама пиноль не вращается благодаря входящей в ее конструкцию шпоночной канавки и винта-шпонки.
Гитара установки передает вращательный элемент от главного вала на коробку подач. В отличие от более ранних моделей, в ТВ-7 гитара зубчатых колес подверглась изменениям, благодаря которым смазка узлов упростилась, а шум во время рабочего процесса значительно снизился.
Видео: о работе на токарном станке ТВ-7.
Источник: metmastanki.ru