Токарные станки ТВ 16 выпускались в послевоенное время на многих станкостроительных заводах в разных республиках Советского Союза (Казахстан, Украина, Беларусь). В основном станки ТВ 16 использовались в разных учебных заведениях для обучения детей, которые получали бесценный опыт по токарной обработке. Хотя в наше время станок ТВ 16 уже снят с производства, его еще можно встретить в школах, училищах, частных мастерских и т. п.
ТВ 16 спроектирован на основе чехословацкого станка TOS MN80, и, несмотря на то, что ТВ 16 выпускались на разных станкостроительных предприятиях, особенных отличий у них не было. Они могли отличаться лишь формами литья, а все остальные внутренние механизмы и комплектующие были идентичными.
Сам станок небольших габаритов. Он выполняет такие функции, как обработка различных видов метала, растачивание, сверление, нарезание резьбы, торцевание и т. д.
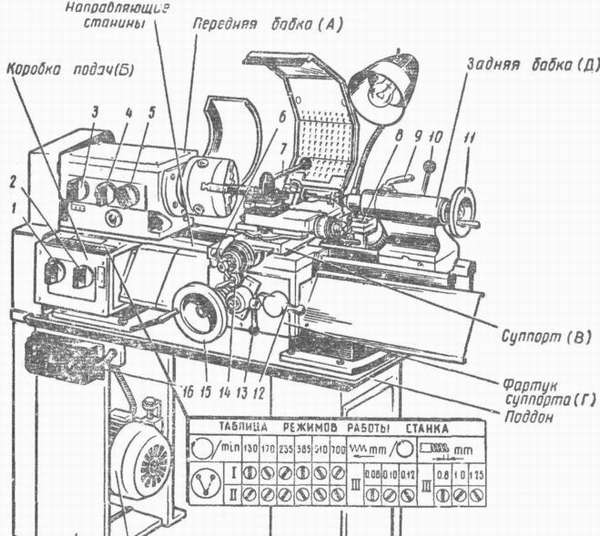
Основные элементы и конструкции станка
- Чугунная литая станина.Служит опорой для всех механизмов и составляющих деталей.
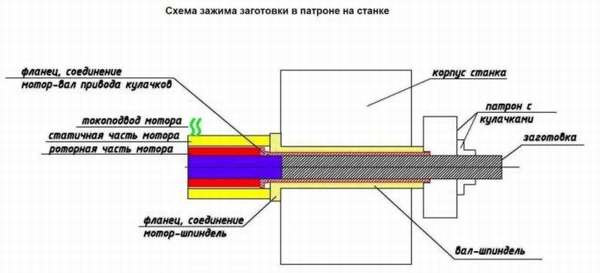
- Передняя бабка. Место, где находится шпиндель станка и патрон, в котором закрепляется заготовка.
- Задняя бабка. Используется для фиксации при креплении на длинных заготовках, а также для закрепления в нее сверл и режущих инструментов для сверления деталей.
- Привод. Осуществляется от индивидуального электродвигателя, мощь которого от 0,4 до 0,5 кВт. Многоступенчатые шкивы шпинделя и электродвигателя имеющие 6 скоростей вращения шпинделя — 1600 об./мин.
- Механизмы подач. Главная роль их — настройка продольных подач и нарезание резьбы.
- Суппорт. К основным функциям суппорта относятся перемещение и закрепление резцов.
- Фартук. Крепится к каретке суппорта. Передвижение фартука вручную происходит через зубчатую передачу и рейку, вращением маховика лимба. А также перемещается с помощью гайки ходового винта, включение и выключение гайки происходит с помощью рукоятки.
- Электрооборудование. Выполняет включение и выключение оборудования, защищает реверс двигателя от коротких замыканий и скачков напряжения, а также служит для блокировки. По технике безопасности станок должен быть обязательно заземлен, для этого предусмотрена колодка на боковой панели стола, для провода заземления.
- Стол. Агрегат крепится на деревянный стол с помощью крепежных винтов, в левой тумбе находится привод и электрооборудование, там же — конечный выключатель, который автоматически выключает электродвигатель.
ТВ 16 конструкция
Станина
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
15 причин, почему я бы посоветовал купить токарный станок ТВ-16.
Станина чугунная, литая, коробчатой формы, устанавливается совместно с корытом на деревянном столе.
Станина имеет плоские направляющие для продольного перемещения суппорта призматический и т-образный пазы для направления и закрепления задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Передняя бабка
Шпиндель в передней бабке монтируется на шарикоподшипниках. Передний конец шпинделя имеет радиально упорные шарикоподшипники для восприятия радиальных и осевых усилий. Сидящий на шпинделе 3-х ступенчатый шкив получает вращение от клиноременной передачи.
Передняя бабка имеет трензель, осуществляющий реверс подачи.
Привод станка
Привод станка осуществляется от индивидуального асинхронного электродвигателя трехфазного тока, мощностью 0,4 — 0,5 кВт., установленного на салазках внутри тумбы, стола станка. Передача движения от электродвигателя к шпинделю станка осуществляется двумя клиноременными передачами через промежуточный вал, имеющий возможность, с помощью эксцентрикового механизма, производить натяжение клиновых ремней.
Ступенчатые шкивы на электродвигателе и шпинделе станка обеспечивают 6 скоростей вращения шпинделя.
Механизм подач
Механизм подач служит для настроек продольных подач и нарезки резьб Настройка осуществляется установкой на ходовой винт планетарной передачи, обкатывающейся по шестеренке, установленной неподвижно в коробке. Это дает уменьшение оборотов ходового винта в 30 раз.
Вся зубчатая передача находится в литой закрытой коробке с дверкой.
В целях безопасности на коробке установлен конечный выключатель, выключающий электродвигатель, при открывании дверки.
Фартук
Фартук крепится винтами к каретке супорта. В корпусе фартука смонтирована разъемная гайка ходового винта. Включение и выключение гайки производится рукояткой. Крайние положения рукоятки фиксируются шариковым фиксатором.
Перемещение фартука от руки осуществляется через рейку и зубчатую передачу вращением маховичка с лимбом.
Смазка всех опор осуществляется путем залива масла через каретку супорта в резервуар, сделанный в верхней стопке корпуса фартука.
Суппорт
Суппорт служит для закрепления и перемещения резцов. Суппорт состоит из каретки, салазок и резцедержки
Каретка несет на себе все детали суппорта. Она перемещается вдоль станины по ее направляющим.
Поперечные салазки перемещаются перпендикулярно к оси станка по верхним направляющим каретки.
Верхние салазки с резцедержкой перемещаются по направляющим поворотного круга, укрепленного на поперечных салазках.
Продольное перемещение суппорта осуществляется механически при помощи ходового винта и вручную при помощи шестерни и рейки,
Верхние и поперечные салазки перемещаются вручную посредством винтов и гаек.
Винты перемещения верхних и поперечных салазок снабжены лимбами. Гайки выполнены с разрезом для выборки зазора между винтом и гайкой.
Для регулирования зазора в направляющих служат клинья с регулирующими винтами.
Четырехсторонний резцедержатель имеет возможность поворота на 360° с фиксацией поворота на 45°. Закрепление резцедержки осуществляется центральной рукояткой.
Задняя бабка
Задняя бабка имеет призматические направляющие для обеспечения правильного положения бабки при перестановке ее по длине станины. Крепление задней бабки на станине производится при помощи рукоятки с экцентриковым устройством. Пиноль задней бабки имеет отверстие для центра с конусом Морзе №1.
Перемещение пиноли осуществляется вручную от маховичка с лимбом и винта с гайкой. На пиноли имеется миллиметровая шкала для отсчета величины перемещения.
Зажим пиноли производится рукояткой с винтом, которая зажимает пиноль между двумя втулками.
Поперечное установочное перемещение задней бабки по нижней плите для точении конусов производится винтом.
Стол
Станок устанавливается на деревянном столе и прикрепляется к нему винтами. В левой тумбе стола размещается привод станка и электрооборудование.
В средней части стола имеется ящик, в правой тумбе полочки для инструмента и сменных шестерен. При открывании дверки левой тумбы, в целях безопасности установленный здесь конечный выключатель автоматически выключает электродвигатель.
Характеристики станка ТВ-16
Максимальные размеры обрабатываемой детали над станиной не более ∅ 160 мм, а над суппортом не более ∅ 90 мм, максимальная длина в центрах 250 мм. ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.
Параметры станка:
- Классы точности токарного станка — ТУ ТВ-16−0001
- Высота центров — 85 мм.
- Самая большая длина обтачивания в патроне — 250 мм.
- Длина — 1150 мм.
- Высота — 1200 мм.
- Ширина — 600 мм.
- Масса — 180 кг.
Суппорт и подачи:
- Продольное передвижение суппорта — 260 мм.
- Наибольшее передвижение резцовых салазок — 100 мм.
- Количество продольных ступеней подач суппорта — 19
- Лимиты продольных рабочих подач суппорта — от 0,01 до 0,5 мм/об.
- Лимиты поперечных рабочих подач суппорта — нет.
- Количество метрической нарезаемой резьбы — 19
- Шаг нарезаемой метрической резьбы — от 0,2 до 3
- Шаг нарезаемой дюймовой резьбы — нет
- Шаг питчевой нарезаемой резьбы — нет
- Шаг модульной нарезаемой резьбы — нет
- Количество резцов в резцедержателе — 4
- Предельные величины державки для резца ШхВ — 12×15
- Высота поверхности резцов соответственно линии центров — 10 мм.
- Число резцовых головок — 1
- Мера одного деления лимба продольного — 0,5 мм.
- Мера одного деления лимба поперечного — 0,05 мм.
- Передвижение одного оборота лимба продольное — 32 мм.
- Передвижение одного оборота лимба поперечное — 1,5 мм.
- Резьбовой конец шпинделя — М39×4
- Диаметр патрона — 100 мм.
- Диаметр отверстия шпинделя — ∅18 мм.
- Предельный диаметр прутка — ∅17 мм.
- Конус отверстия шпинделя Морзе — № 3
- Количество передач частот прямого вращения шпинделя — 6
- Количество прямого вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Количество передач частот обратного вращения шпинделя — 6
- Количество обратного вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Блокировка рукояток — не имеет
- Торможение шпинделя — не имеет
Задняя бабка:
- Конус отверстия Морзе задней бабки — № 1
- Перемещение пиноли на длину — 65 мм.
- Перемещение одного деления пиноли лимба — 0,5 (линейки 1 мм)
- Смещение задней бабки поперечное — ±5
- Поперечное смещение на 1 деление — не имеет
Электрическое оборудование станка:
Главный привод – электродвигатель 0,5 кВт.
Резцовые салазки:
- Угол поворота ± 60 град.
- Одно деление шкалы поворота — 1 град.
Другие характеристики
- Блокировка — есть
- Резьбоуказатель — нет
- Предохранение от перегрузки — есть
Задняя бабка ТВ-16 самодельная!
На моем станочке при покупке отсутствовала ЗБ.
Сделал себе лентяйку для быстрого сверления
Но возникла потребность точения в центрах!
Покупать заводскую ЗБ чей то ценник кусачий, убитая в районе 5т.р., а более менее рабочая аж до 15т.р. ценник доходит. Покупать новодел за 9т.р. вместе с пересылом и потом его подгонять и дорабатывать по месту посчитал не разумным. Купить новодел и потом тратить время на доработку как то не хотелось. Решил сделать самостоятельно с нуля, благо опыт по изготовлению подошвы ЗБ уже был.
По скольку железо было в наличии, то потратился только на вращающийся центр с КМ3 и переходную втулку с внутренним КМ3, все это мне обошлось в 600р. , по три сотки за позицию.
Опишу как и что делал, а уж фотки потом выложу.
Переходную втулку отрезал с учетом того что бы при полном закручивании винта пиноли выталкивался упорный центр для смены на конус с патроном.
По скольку наружная часть переходной втулки коническая то встал вопрос как компенсировать недостающую часть радиуса задней части. Отрезал кусок квадратной трубы с толщиной стенки 1.5мм и запрессовал в нее втулку, получилось отлично.
Отрезал два куска уголка и вставив внутрь втулку сварил всю конструкцию, обварив при этом втулку с уголками. Получилась пиноль с внутренним КМ3
Дальше встало дело за корпусом пиноли, сделал его таким же способом, сварив вместе два уголка.
Сваривал уголки корпуса пиноли предварительно вставив внутрь пиноль, между пинолью и уголками проложил жестянку от пивной банки для компенсации усадки при сварке. Но этого оказалось мало. Хоть и варил точками, но все равно потом пришлось шлифовать пиноль для нормального перемещения внутри корпуса.
Приварил к корпусу вертикальные стойки из двух уголков и пластины 8мм.
После сварки опять шлифовка, только уже внутренности корпуса пиноли т.к. опять чутка повело железо после сварки.
Подошла очередь подошвы, ну тут ничего особенного.
Вырезал направляющую, обточил грубо болгаркой, дальше гриндер и направляющая готова.
Приваривал направляющую к подошве через предварительно просверленные отверстия в подошве.
Поставил полуфабрикат бабки на станок и прокладками между подошвой и уголками корпуса пиноли выровнял относительно центра передней бабки. Как выставлять ЗБ есть куча инфы в сети, так что здесь не буду заострять внимание.
После как выставил ЗБ, точками проварил по периметру подошву с уголками, полностью заваривать не стал, мало ли как повернется все дальше))))
Вырезал гайку из латуни в заднюю часть пиноли, в задник корпуса пиноли поставил подшипник предварительно замурованный в винипласт, нарезал резьбу в гайке М10, сделал штурвальчик и все собрал воедино.
Сделал механизм быстрого крепления ЗБ на станине и в общем то все
Бабка получилась может и неказистая внешне, но вполне работоспособная, даже с запасом прочности))))
Стоимость ее вышла 600 рублей и четыре выходных дня т.к. такое делал с нуля впервые!
Если еще зашпаклевать огрехи сварных швов и покрасить, то будет и смотреться даже не плохо.
Буду рад если кому то пригодиться мой опыт.

Заранее скажу, знаю что неказисто внешне получилась ЗБ, но для меня главное функционал, а он вполне меня устроил.
Ну и дальше фото.
Правила эксплуатации
Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Чтобы обороты шпинделя были в обратном направлении, рукоятку переключателя перемещают назад. После окончания работы нужно обязательно ставить ручку в нейтральное «выключенное» положение, так как кнопка «стоп» не снимает напряжение станка, а только выключает электродвигатель. Для продольных подач, а также для нарезания резьбы включается маточная гайка с помощью рукоятки.
Нельзя допускать чрезмерного нагревания шпинделя, если такое происходит, значит, необходимо сменить смазку. Очень важно следить за нагревом подшипников, чтобы в дальнейшем своевременно устранить неполадки.
Источник: zpu-tmb.ru
Преимущества токарного станка ТВ-16
Токарный станок ТВ-16 – оборудование, активно использовавшиеся в советский период, на котором обучались все молодые специалисты в области токарного дела. Наличие этого станка было обязательно для любого профессионального заведения, школы, промышленных предприятий. Официальные заводы уже давно не выпускают эту модель станка, но на ней до сих пор проходят обучение многие люди, решившие стать токарями.
История создания станка
Оборудование было разработано на основе чехословацкого прибора TOS MN80.

В Советском Союзе производством этого станка занимались многие заводы, например:
- инструментальное предприятие в Кобрине,
- механический комбинат в Иркутске.
Было также много других мест, которые производили станки этой модели, но все произведенное оборудования имело одинаковые технические характеристики, а все отличия заключались лишь в форме литья, используемой на заводе.
Популярность станок получил благодаря простой конструкции, разобраться в которой не составляет труда, но именно она способствовала обучению технологиям по обработке различных металлов. На приборе можно:
- обтачивать поверхности,
- высверливать и растачивать отверстия,
- нарезать резьбу.
Такой широкий спектр возможностей делает станок незаменимым для молодых специалистов, недавно окончивших училище и нуждающихся в практике.
Особенности станка
Для фиксации подшипников используются гайки.
При помощи грамотного подбора втулок для распора можно полностью обезопасить себя от возникновения люфта по горизонтальной оси.
А также важно отрегулировать натяжение клиноременной передачи так, чтобы не было проскальзывания на шкивах, но при этом оно не было чересчур сильным. Для того чтобы совершать регулирование всего прибора, требуется использовать эксцентриковый механизм, а после выполнения необходимых процедур, зафиксировать его в нужном положении.
К прочтению: Процесс по производству мыла
Перед тем как закрепить станок, нужно внимательно осмотреть состояние оборудования, смазать все шестерёнки и очистить все, что можно от опилок, грязи, остатков машинного масла. При помощи клиньев и винтов возможна коррекция пробелов в направляющих каретки суппорта.
Для обработки изделия по конусу требуется сдвинуть заднюю бабку относительно центра изделия. При помощи винтов необходимо настроить точное ее положение.
Конструкция переднего узла
У переднего узла существует единственная цель – вращать рабочий вал.
Именно для этого в его корпусе расположен подшипниковый узел, который позволяет совершить установку главного рабочего вала устройства. А подшипник, отвечающий за продольные и радиальные усилия, расположен в конце переднего вала.
Шкив, задающий скорость вращения, располагается на главном вале, именно при его помощи, вращение, обеспечивающееся двигателем, поступает сразу же на вал. Конструкция токарного станка ТВ-16 предполагает осуществление реверсивного вращения вала за счет использования трензеля, который также расположен на переднем узле.
Шпиндельный узел основывается на двух подшипниках, которые выходят наружу в виде конуса. В результате образующегося зазора между этим узлом и его основой, становится возможным регулирование перемещений подшипника по горизонтали за счет обыкновенной гайки. Смазка вала происходит за счет прессмасленок и подушек из войлока.
Мой токарный станок ТВ-16
Конструкция заднего узла
Токарный станок по металлу ТВ-16 имеет незамысловатую конструкцию, одной из важнейших частей которой, является задний узел. Его главная функция – поддерживать длинные заготовки и высверливать отверстия. Он перемещается лишь в продольном направлении при помощи треугольных направляющих.
Если конструкция обрабатывает конусовидные детали, то задний узел может совершать перпендикулярные перемещения при помощи винта. Установка центра с конусом возможна лишь при помощи отверстия, которое предусмотрительно расположено в пиноли.
К прочтению: Что нужно знать об организации рабочего места оператора станков с ЧПУ
Монтаж
Прежде всего требуется перетащить станок туда, где планируется его использовать, и только после этого распаковывать его. В случае заказа дополнительной упаковки, стол идет в комплекте. Для того чтобы добиться точной фиксации, станок нужно закрепить всеми шестью винтами, поставляемыми в комплекте, на любой деревянной поверхности.
Технические характеристики уже известны и тогда можно приступать к сбору станка. Первым действием нужно установить приводной ремень на шкив привода. Обратите внимание, что провод заземления требуется провести через отверстия в станине, предназначенные для этого, и после произвести фиксацию болтом.
Для грамотного монтажа требуется использовать уровень, по которому производится выравнивание горизонтали.

При помощи предохранителей проводится кабельная электропроводка от распределительного щитка.
На последнем этапе нужно удалить смазку со всех узлов. После окончания этой процедуры, требуется посмотреть описание станка, в котором указано количество и правильный порядок расположения всех деталей. Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.
Правила использования
Перед использованием станка требуется подумать над количеством оборотов, выдаваемых токарно-винторезным станком ТВ-16. Нужно также понимать, что вид выполняемой обработки оказывает существенное влияние на процедуру установки шестеренок механизма подач.
Следующим шагом будет фиксация патрона на шпинделе.
После этого деталь, обработка которой предполагается, должна быть зафиксирована в центре либо патроне. Для того чтобы начать обработку, требуется подвести заднюю бабу к заготовке и после этого запустить станок.
Нужно знать, что шпиндель может работать в режиме реверса. Для этого требуется перевернуть ручку переключателя в крайнее заднее положение до того момента, пока положение не приблизится к моменту «стоп», именно тогда начнется реверс, а если пересечь черту, то двигатель остановится.
К прочтению: Самостоятельное создание стола для сверлильного станка
Для того чтобы обеспечить безопасное использование настольного токарного станка ТВ-16 нужно следить за тем, чтобы переключатель находился на отметке «выключено».
Техника безопасности
Обслуживанием станка может заниматься лишь работник, обладающий соответствующими компетенциями, который может разобраться в технических тонкостях оборудования и предотвратить возникновение несчастных случаев.
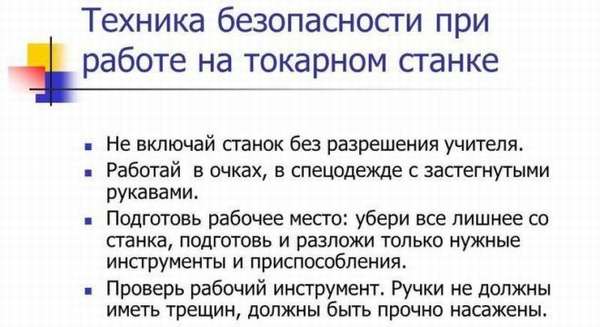
А для того чтобы они и вовсе не появлялись, требуется соблюдать следующие правила:
- Запрещается очищать и смазывать элементы станка во время процесса эксплуатации.
- После завершения работы на станке, требуется выключить его, дождаться пока точение будет завершено.
- На рабочем месте требуется обязательное хорошее освещение.
- Если в процессе использования станка по металлу ТВ-16 возникли неполадки, то нужно сразу же прекратить работу на нем и обратиться к специалисту.
- При возникновении аварии требуется обесточить станок путем выключения его из электросети.
Соблюдение этих простых правил поможет обезопасить работу на станке.
Источник: xn—-ntbhhmr6g.xn--p1ai
Токарный станок тв 16

Продам токарный станок тв16 осталось привод продольный доработать , отверстие в шпинделе 31 задняя бабка конус морзе 2 резцедержатель увеличеный.
Москва, м. Калужская. Вадим
21 000 руб.
Написать сообщение

Запчасти на Токарный станок 16Б16, 16К20
м. Войковская

Токарный станок тв 16
м. Лермонтовский проспект
Источник: ytools.ru