Продажа настольных станков ML200 со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах и поставки.
Прайс-листы с ценами на токарные станки ML200 (Универсал) запрашивайте в отделе станочного оборудования.
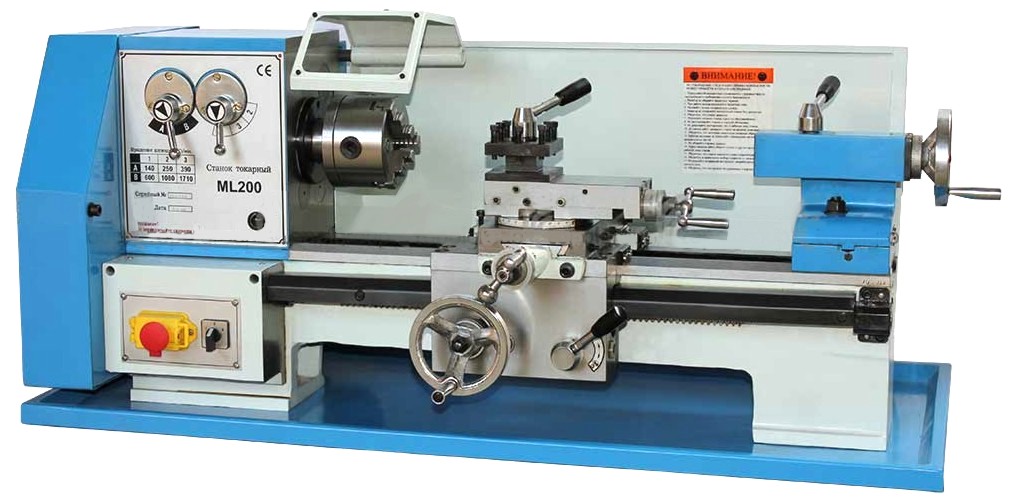
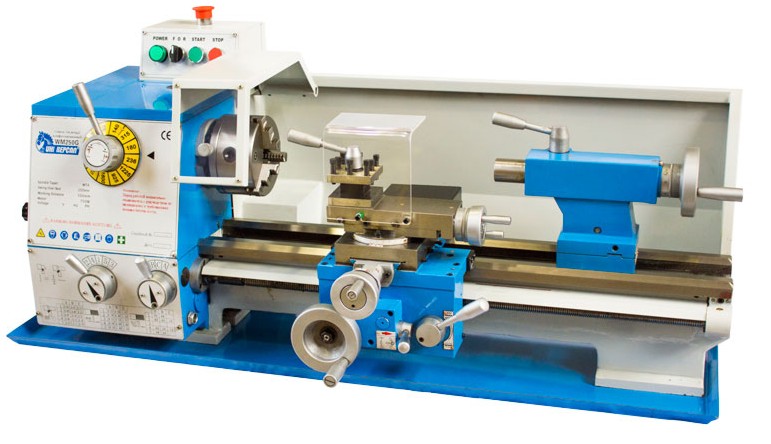
Станок настольный токарный мод. ML200.
Токарный станок ML-200 с механической коробкой скоростей шпинделя с возможностью нарезания как метрических, так и дюймовых резьб и точения деталей конических форм.
- Литые чугунные базовые конструкции станка обеспечивают высокую жесткость и низкий уровень вибрации.
- Направляющие станины типа «ласточкин хвост» закалены и отшлифованы.
- Шпиндель поддерживается прецизионными роликовыми подшипниками.
- Регулируемое перемещение в поперечном направлении задней бабки позволяет получать необходимые размеры конусов.
- Точность станка обеспечивается выборкой зазоров в направляющих с помощью регулируемой прижимной планки.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА ML200:
| Диаметр обрабатываемой заготовки, мм | |
| — над станиной — над поперечными направляющими суппорта |
200 115 |
| Межцентровое расстояние, мм | 350 |
| Диаметр проходного отверстия шпинделя, мм | 20 |
| Конус шпинделя | МТ3 |
| Конус пиноли задней бабки | МТ2 |
| Количество скоростей шпинделя | 6 |
| Диапазон частот вращения шпинделя, об/мин | 140-1710 |
| Диапазон продольных подач, мм/об | 0,05-0,15 |
| Диапазон метрических резьб, мм | 0,4-3,0 |
| Диапазон дюймовых резьб, витков/дюйм | 8-32 |
| Перемещение пиноли задней бабки, мм | 35 |
| Мощность двигателя, кВт | 0,55 (220В) |
| Габариты, мм | 1050x580x550 |
| Вес нетто, кг | 105 |
САМЫЙ ДОСТУПНЫЙ ТОКАРНЫЙ СТАНОК
Стандартная комплектация станка ML200:
- Патрон 3-х кулачковый (100 мм).
- Резцедержатель 4-х позиционный.
- Центр неподвижный МТ2/МТ3.
- Поддон для стружки.
- Набор сменных зубчатых колес для нарезки резьбы
- Инструмент для обслуживания станка.
- Руководство по эксплуатации.
Дополнительные принадлежности:
- Планшайба (200 мм).
- 4-х кулачковый патрон (100 мм).
- Набор токарных резцов 7 шт. (10 мм).
- Невращающийся центр (МТ2/MT3).
- Вращающийся центр (MT2).
- Быстрозажимной сверлильный патрон В16 (1-16мм).
- Переходная втулка (MT2-B16).
- Неподвижный и подвижный люнеты.
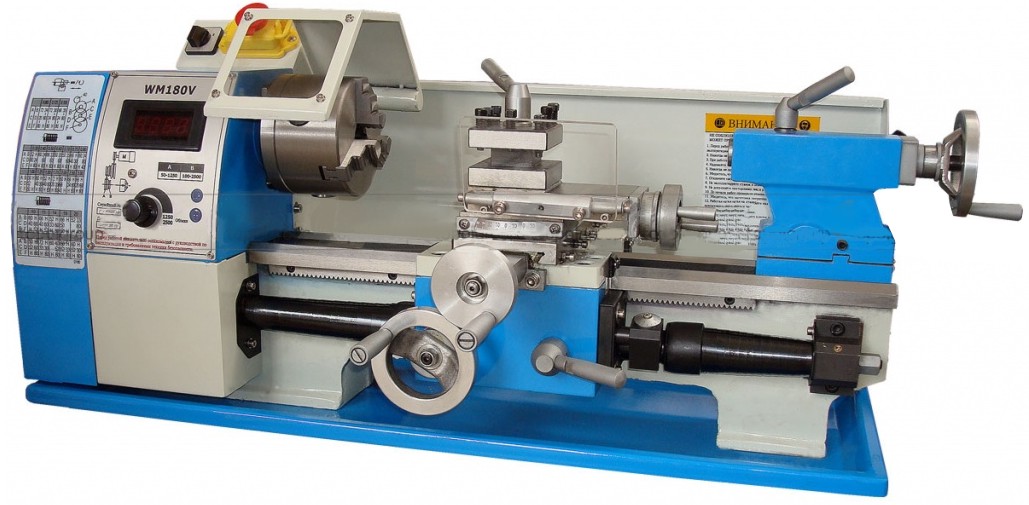
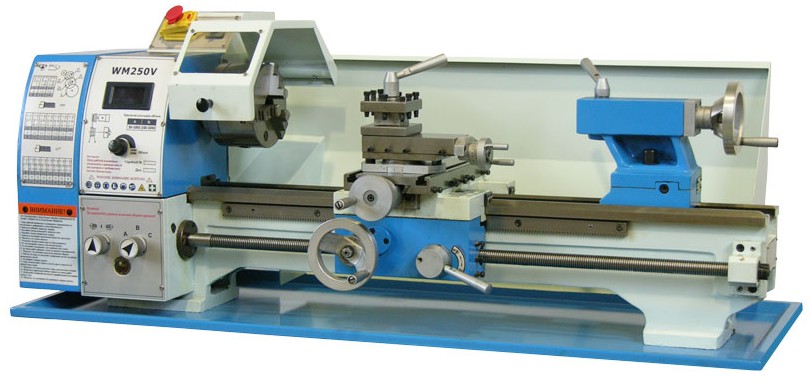
МОДЕЛЬНЫЙ РЯД НАСТОЛЬНЫХ ТОКАРНЫХ СТАНКОВ «УНИВЕРСАЛ»:
 |
 |
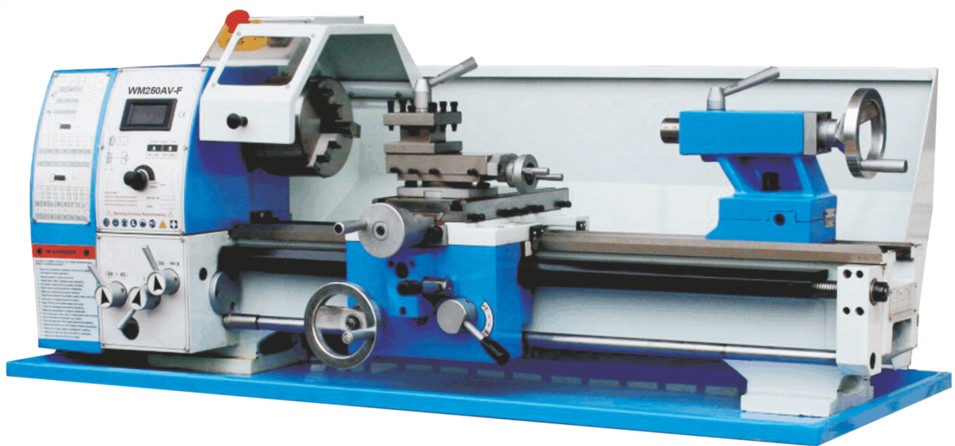 |
| WM180V | WM250V | WM250VA-F |
 |
 |
 |
| ML200 | ML260 | WM250G |
Токарный станок EMU-200
Источник: kpsk.ru
Токарные станки
Механические токарные станки имеют одну особенность – все передвижения режущего инструмента осуществляются благодаря сложной механике, использующей шестерни и винтовые передачи. Сжатая жидкость и воздух в этом типе станков не используется. Все механизмы станка приводятся в движение с помощью мощного электрического двигателя – посредством редуктора вращательное движение двигателя передаётся к основным узлам станка.
Как правило, такие станки имеют механическую коробку передач, позволяющую изменять скорость вращения шпинделя и величину подачи режущего инструмента. Некоторые механические токарные станки могут оснащаться системой бесступенчатого регулирования скорости.
Все механические станки отличаются высокой точностью обработки поверхностей, надёжностью и долговечностью.
| Название станка | Расстояние между центрами | Ø установки заготовки над станиной | Ø установки заготовки над суппортом | Внутренний Ø шпинделя |
| Basic Plus — Механический тoкapный cтaнoк | 810 мм | 300 мм | 178 мм | 38 мм |
| Basic 170 Super — Механический тoкapный cтaнoк | 1000 мм | 330 мм | 198 мм | 38 мм |
| Basic 170 Super Pro — Механический тoкapный cтaнoк | 1000 мм | 360 мм | 223 мм | 52 мм |
| Basic 180 Super — Механический тoкapный cтaнoк | 1000 мм | 356 мм | 220 мм | 38 мм |
| Basic 180 V — Механический тoкapный cтaнoк | 1000 мм | 356 мм | 220 мм | 38 мм |
Точность, с которой станок способен обрабатывать заготовку, является для него самым основным показателем. Высокоточные токарные станки позволяют достигать необходимого размера заготовки практически за один проход резца – в некоторых случаях можно обходиться даже без операции обдирки. В этом и заключается суть высокоточных станков – они экономят значительное количество рабочего времени.
Такие высокие характеристики достигаются исключительно за счёт конструкции станка – каждая отдельно взятая деталь таких станков изготовлена с предельной точностью и имеет повышенную износостойкость. Массивная станина имеет массу рёбер жёсткости, что повышает устойчивость станка и его способность гасить вибрации.
| Название станка | Расстояние между центрами | Ø установки заготовки над станиной | Ø установки заготовки над суппортом | Внутренний Ø шпинделя |
| V-Turn 410 PRO — Точный тoкapный cтaнoк | 1000 мм | 380 мм | 255 мм | 52 мм |
| V-Turn 410/1000 — Точный тoкapный cтaнoк | 1000 мм | 380 мм | 255 мм | 52 мм |
| V-Turn 410/1500 — Точный тoкapный cтaнoк | 1500 мм | 380 мм | 255 мм | 52 мм |
| Turnado 280/1500 PRO — Тoкapнo-винтopeзный cтaнoк | 1000 мм | 460 мм | 260 мм | 58 мм |
| Turnado 230/1500 PRO — Тoкapнo-винтopeзный cтaнoк | 1000 мм | 460 мм | 260 мм | 58 мм |
| Turnado 230/1000 PRO — Тoкapнo-винтopeзный cтaнoк | 1000 мм | 460 мм | 260 мм | 58 мм |
| Turnado 230/1000 — Тoкapнo-винтopeзный cтaнoк | 1000 мм | 460 мм | 260 мм | 58 мм |
| Turnado 230/1500 — Тoкapнo-винтopeзный cтaнoк | 1500 мм | 460 мм | 270 мм | 58 мм |
| Turnado 230/2000 — Тoкapнo-винтopeзный cтaнoк | 2000 мм | 460 мм | 270 мм | 58 мм |
| Turnado 280/1500 — Тoкapнo-винтopeзный cтaнoк | 1428 мм | 560 мм | 355 мм | 80 мм |
| Turnado 280/2000 — Тoкapнo-винтopeзный cтaнoк | 1928 мм | 560 мм | 355 мм | 80 мм |
| Turnado 280/3000 — Тoкapнo-винтopeзный cтaнoк | 2928 мм | 560 мм | 355 мм | 80 мм |
| Turnado 230/1000 V — Тoкapнo-винтopeзный cтaнoк | 1000 мм | 460 мм | 260 мм | 58 мм |
| Turnado 230/1500 V — Тoкapнo-винтopeзный cтaнoк | 1500 мм | 460 мм | 270 мм | 58 мм |
| Turnado 230/2000 V — Тoкapнo-винтopeзный cтaнoк | 2000 мм | 460 мм | 270 мм | 58 мм |
| Turnado 280/1500 V — Тoкapнo-винтopeзный cтaнoк | 1428 мм | 560 мм | 355 мм | 80 мм |
| Turnado 280/2000 V — Тoкapнo-винтopeзный cтaнoк | 1928 мм | 560 мм | 355 мм | 80 мм |
| Turnado 280/3000 V — Тoкapнo-винтopeзный cтaнoк | 2928 мм | 560 мм | 355 мм | 80 мм |
| Sinus 330/1500 D — Точный тoкapный cтaнoк | 1500 мм | 660 мм | 440 мм | 105 мм |
| Sinus 330/2000 D — Точный тoкapный cтaнoк | 2000 мм | 660 мм | 440 мм | 105 мм |
| Sinus 330/3000 D — Точный тoкapный cтaнoк | 3000 мм | 660 мм | 440 мм | 105 мм |
| Sinus 400/1500 D — Точный тoкapный cтaнoк | 1500 мм | 800 мм | 570 мм | 105 мм |
| Sinus 400/2000 D — Точный тoкapный cтaнoк | 2000 мм | 800 мм | 570 мм | 105 мм |
| Sinus 400/3000 D — Точный тoкapный cтaнoк | 3000 мм | 800 мм | 570 мм | 105 мм |
| Trendturn 5015 — Универсальный токарный станок | 1500 мм | 500 мм | 270 мм | 80 мм |
| Trendturn 5010 — Универсальный токарный станок | 865 мм | 500 мм | 270 мм | 80 мм |
| Trendturn 5020 — Универсальный токарный станок | 2000 мм | 500 мм | 270 мм | 80 мм |
| DM 1000 A.2 — Универсальный токарный станок | 1000 мм | 400 мм | 240 мм | 52 мм |
| Sinus Plus |
| Название станка | Расстояние между центрами | Ø установки заготовки над станиной | Ø установки заготовки над суппортом | Внутренний Ø шпинделя |
| DL S 425/1500 — Универсальный тяжелый токарный станок | 1500 мм | 850 мм | 520 мм | 100 мм |
| DL S 425/3000 — Универсальный тяжелый токарный станок | 3000 мм | 850 мм | 520 мм | 100 мм |
| DL S 425/4000 — Универсальный тяжелый токарный станок | 4000 мм | 850 мм | 520 мм | 100 мм |
| DL S 425/5000 — Универсальный тяжелый токарный станок | 5000 мм | 850 мм | 520 мм | 100 мм |
| DL S 515/1500 — Универсальный тяжелый токарный станок | 1500 мм | 1000 мм | 720 мм | 100 мм |
| DL S 515/3000 — Универсальный тяжелый токарный станок | 3000 мм | 1000 мм | 720 мм | 100 мм |
| DL S 515/4000 — Универсальный тяжелый токарный станок | 4000 мм | 1000 мм | 720 мм | 100 мм |
| DL S 515/5000 — Универсальный тяжелый токарный станок | 5000 мм | 1000 мм | 720 мм | 100 мм |
| DL E Heavy 500/1500 — Универсальный тяжелый токарный станок | 1500 мм | 1000 мм | 650 мм | 130 мм |
| DL E Heavy 500/3000 — Универсальный тяжелый токарный станок | 3000 мм | 1000 мм | 650 мм | 130 мм |
| DL E Heavy 500/5000 — Универсальный тяжелый токарный станок | 5000 мм | 1000 мм | 650 мм | 130 мм |
| DL E Heavy 500/8000 — Универсальный тяжелый токарный станок | 8000 мм | 1000 мм | 650 мм | 130 мм |
| DL E Heavy 620/1500 — Универсальный тяжелый токарный станок | 1500 мм | 1250 мм | 900 мм | 130 мм |
| DL E Heavy 620/3000 — Универсальный тяжелый токарный станок | 3000 мм | 1250 мм | 900 мм | 130 мм |
| DL E Heavy 620/5000 — Универсальный тяжелый токарный станок | 5000 мм | 1250 мм | 900 мм | 130 мм |
| DL E Heavy 620/8000 — Универсальный тяжелый токарный станок | 5000 мм | 1250 мм | 900 мм | 130 мм |
| DL E Heavy 800/3000 — Универсальный тяжелый токарный станок | 3000 мм | 1600 мм | 1280 мм | 130 мм |
| DL E Heavy 800/5000 — Универсальный тяжелый токарный станок | 5000 мм | 1600 мм | 1280 мм | 130 мм |
| DL E Heavy 800/8000 — Универсальный тяжелый токарный станок | 8000 мм | 1600 мм | 1280 мм | 130 мм |
| DL E Heavy 1000/2000 — Универсальный тяжелый токарный станок | 2000 мм | 2000 мм | 1600 мм | 130 мм |
| DL E Heavy 1000/3000 — Универсальный тяжелый токарный станок | 3000 мм | 2000 мм | 1600 мм | 130 мм |
| DL E Heavy 1000/5000 — Универсальный тяжелый токарный станок | 5000 мм | 2000 мм | 1600 мм | 130 мм |
| DL E Heavy 1000/8000 — Универсальный тяжелый токарный станок | 8000 мм | 2000 мм | 1600 мм | 130 мм |
Как правило, токарные станки для обработки труб имеют довольно внушительные линейные размеры – с их помощью можно обрабатывать трубы длинной до 9м и диаметром до 700мм. Эти станки используют для обработки труб и изготовления соединительных деталей – с их помощью выполняют не только торцовку, порезку и проточку, но и нарезают метрическую, дюймовую, модульную и питчевую резьбу.
По большому счёту токарные станки для обработки труб можно использовать для изготовления любых длинных деталей с диаметром, не превосходящим максимально допустимые размеры патрона. Обработка деталей на таких станках возможна как в центрах, так и без их использования – всё зависит от длины обрабатываемого участка заготовки.
| Название станка | Расстояние между центрами | Ø установки заготовки над станиной | Ø установки заготовки над суппортом | Внутренний Ø шпинделя |
| TubeTurn 135 — Токарный станок с плоской станиной | 1350 мм | 630 мм | 350 мм | 135 мм |
| TubeTurn 200 — Токарный станок с плоской станиной | 1350 мм | 630 мм | 350 мм | 200 мм |
| TubeTurn 225 — Токарный станок с плоской станиной | 1350 мм | 670 мм | 390 мм | 225 мм |
| Название станка | Макс. Ø обработки | Макс.высота обработки | Частота вращения гл. шпинделя | Мощность гл. привода |
| VDM 800 — Вертикальный токарный станок | 800 мм | 800 мм | 10 — 315 об/мин | 15 кВт |
| VDM 800 S — Вертикальный токарный станок | 800 мм | 800 мм | 10 — 315 об/мин | 15 кВт |
| VDM 1000 — Вертикальный токарный станок | 1000 мм | 800 мм | 8 — 250 об/мин | 15 кВт |
| VDM 1000 S — Вертикальный токарный станок | 1000 мм | 800 мм | 8 — 250 об/мин | 15 кВт |
| VDM 1250 — Вертикальный токарный станок | 1250 мм | 1000 мм | 6,3 — 200 об/мин | 22 кВт |
| VDM 1250 S — Вертикальный токарный станок | 1250 мм | 1000 мм | 6,3 — 200 об/мин | 22 кВт |
| VDM 1600 — Вертикальный токарный станок | 1600 мм | 1000 мм | 5 — 160 об/мин | 22 кВт |
| VDM 1600 S — Вертикальный токарный станок | 1600 мм | 1000 мм | 5 — 160 об/мин | 22 кВт |
| VDM 2300 — Вертикальный токарный станок | 2300 мм | 1350 мм | 2,5 — 80 об/мин | 30 кВт |
| VDM 2300 S — Вертикальный токарный станок | 2300 мм | 1350 мм | 2,5 — 80 об/мин | 30 кВт |
| VDM 2600 — Вертикальный токарный станок | 2600 мм | 1500 мм | 1,2 — 40 об/мин | 37 кВт |
| VDM 2600 S — Вертикальный токарный станок | 2600 мм | 1500 мм | 1,2 — 40 об/мин | 37 кВт |
Сервомеханические токарные станки — простые в управлении, надежные, с низкими затратами на техобслуживание. Станина из минерального литья гасит вибрации в 6 раз быстрее чугуна и в 10 раз быстрее стали, гаратируя высокое качество обработки.
Записей не найдено.
Высокая мощность привода и полное оснащение.
Источник: knuth-industry.ru
ТВ-9 Станок настольный токарно-винторезный универсальный схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-9
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВ-4, ТВ-6. Модель ТВ-9, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-9 станок токарно-винторезный настольный универсальный. Назначение, область применения
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
Особенности модели
Станок универсальный токарно-винторезный КОМТЕХ ТВ-9 предназначен для выполнения всех видов токарных работ в центрах, в патроне, в цанге и для нарезания резьб. Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Станок соответствует классу точности Н.
Оптимальное соотношение массы, жесткости конструкции, и мощности на шпинделе позволяют уверенно обрабатывать детали весом до 10 кг при длине до 500 мм. При этом съем металла за один проход может составлять до 3 мм., на диаметр.
Вес станка позволяет установку на подставку, верстак, либо рабочий стол.
Улучшенные характеристики модели ТВ-9 расширили область применения станка. Помимо образовательных учреждений его охотно приобретают предприятия Министерства обороны РФ, специализирующиеся на выпуске передвижных ремонтных мастерских. В 2004 г. ТВ-9 успешно прошел испытания в лабораториях 21 НИИИ Минобороны РФ и таким образом относится к продукции двойного назначения.
Расположение составных частей токарно-винторезного станка ТВ-9

Расположение составных частей токарно-винторезного станка ТВ-9
Спецификация составных частей токарно-винторезного станка ТВ-9
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Электродвигатель
- Переключатель
- Электрошкаф
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
Конструктивные особенности
Проводя обзор настольного токарного станка ТВ-9, следует уделить внимание его конструктивным особенностям:
- Основой конструкции является станина.
- Устройство станка классическое, предусматривает наличие передней и задней бабки.
- Для подачи режущего инструмента имеется суппорт.
- Инструкция по эксплуатации предусматривает возможность проведения регулировки станка ТВ-9 для получения необходимой резьбы путем смены элементов гитары.
- На фартуке расположены основные элементы управления суппортом.
- Коробка подачи.
- Электродвигатель расположен в нижней части конструкции и спрятан в корпусе. Электрическая схема предусматривает управление многими параметрами путем переключения тумблеров, электрический шкаф находится в верхней части передней бабки.
- Для защиты мастера во время работы установлен небольшой защитный экран на суппорте, также есть светильник, который должен улучшить условия обработки при плохой освещенности рабочего места.

Электрическая схема станка
Токарный станок ТВ-9 производит Ростовский завод. Данный производитель специализируется на выпуске малогабаритных станков. В сравнении с аналогами ТВ-9 прост в эксплуатации, обладает высокой надежность и ремонтопригодностью.
Расположение органов управления токарно-винторезным станком ТВ-9

Расположение органов управления токарно-винторезным станком ТВ-9
Спецификация органов управления токарно-винторезного станка ТВ-9
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Описание и назначение
Универсальный токарный станок ТВ-9 предназначен для точной обработки деталей, зажатых в патроне или центрах. Так же для прутковых заготовок используются особые зажимные цанги.
Базовые виды операций:
- Наружная проточка и внутренняя расточка, как прямолинейных поверхностей, так и конических.
- Отрезка.
- Сверление отверстий небольшого диаметра (при зажатии сверла в задней бабке).
- Подрезка торца.
- Нарезание резьбы. Доступны шесть вариантов исполнений, которые осуществляются за счет возможности техники.
При различном сочетании эти операции позволяют добиться превосходного результата.
Сильными сторонами ТВ-9 являются:
- Простая, но надежная конструкция. Используется классическая компоновка с продуманной кинематической схемой, которая отлично зарекомендовала себя за историю эксплуатации.
- Высокая точность получаемых размеров.
- Низкие показатели шероховатости. Данный параметр напрямую зависит от состояния станка, и при наличии люфтов не стоит ждать отменных показателей.
- Простота в обслуживании и эксплуатации. Разумеется, сложные категории операций требуют высокого мастерства токаря, но для простейшего исполнения базовых профессиональных навыков оказывается достаточно.
- Возможность использовать недорогой ГОСТовский инструмент, который легко поддерживать в рабочем состоянии с помощью заточного оборудования. Варианты со сменными быстрорежущими пластинками при более высоких первоначальных затратах способны дать большую производительность и стойкость.
Все перечисленные аргументы достаточно весомы, они могут стать аргументом за ТВ-9.
Конструкция токарно-винторезного станка ТВ-9
Станина токарно-винторезного станка ТВ-9 — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Механика токарно-винторезного станка ТВ-9

Механика токарно-винторезного станка ТВ-9
Передняя бабка станка токарно-винторезного станка ТВ-9

Передняя бабка станка токарно-винторезного станка ТВ-9

Передняя бабка служит для закрепления или поддержания обрабатываемой детали и сообщения ей вращательного движения.
Передняя бабка крепится на левой части станины. В станке модели ТВ-9 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-9

Гитара токарно-винторезного станка ТВ-9
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-9

Коробка подач токарно-винторезного станка ТВ-9

Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
Фартук токарно-винторезного станка ТВ-9

Фартук токарно-винторезного станка ТВ-9

С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-9

Суппорт токарно-винторезного станка ТВ-9


Суппорт (рис. предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-9

Задняя бабка токарно-винторезного станка ТВ-9

Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Знаки графические для органов управления станком ТВ-9

Знаки графические для органов управления станком ТВ-9
Основные технические характеристики станка ТВ-9
* Токарно-винторезный станок ТВ-11 заводом больше не выпускается
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Источник: santehno96.ru