В 1980-х годах ушедшего столетия начал производиться токарный станок ТВ-6 станкостроительным предприятием КомТех-Плюс в Ростове. Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.
Агрегат предназначен для работы только со сталью и цветными металлами, в ходе работы с которыми не выделяются мелкодисперсная пыль или летучие соединения, способные оказать вредоносное воздействие на организм учащегося.
Технические характеристики токарного станка ТВ-6
- Над рабочей основой – 200 мм.
- Над резцедержателем – 80 мм.
Длина болванки, которая допустима для работы на устройстве, равняется 350 мм в максимальном значении, в то время, как длина обработки в максимальном значении составляет 300 мм. Согласно паспорту, оборудование обладает и другими основными характеристиками:
Купил токарный станок-ТВ-01М (1Е61М) 1958 года.
- высота центров – 10,8 см;
- расстояние между центрами – 35 см;
- передвижение резцедержателя на деление лимба: осевое – 0,5 мм, перпендикулярное – 0,025 мм;
- передвижение резцедержателя на оборот лимба: осевое – 3 см, перпендикулярное – 2 мм;
- количество резьб – 3 метрических;
- угол поворота резцовой каретки — 45°;
- скорость вращения – 130-170 об/мин;
- скорость вращения в обратном направлении – до 700 об/мин;
- сечение прутка – 12 мм;
- общее количество рабочих ступеней – 6;
- конус Морзе — №3;
- механизм блокировки рукоятей – отсутствует;
- устройство остановки главного вала – отсутствует;
- Мощность главного двигателя – 1,1 кВт.
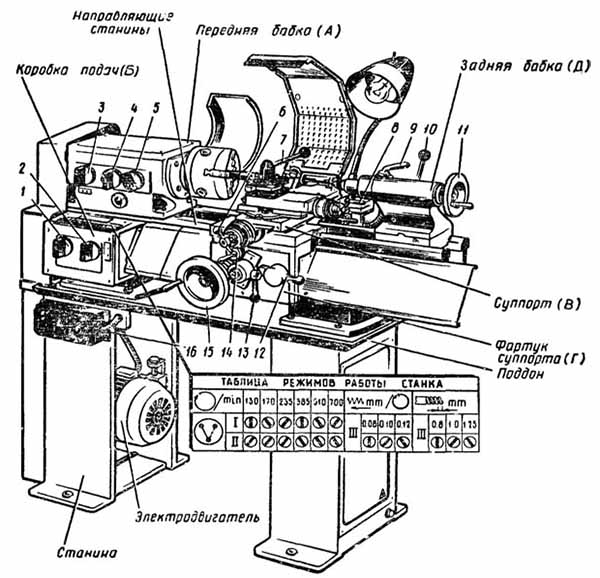
Передняя и задняя бабки
В конструкции рассматриваемой модели передний узел представляет из себя шестиступенчатую коробку скоростей и поддерживает обрабатываемую болванку, передавая ей вращательный элемент. Передний узел устанавливается горизонтально по линии центров посредством пары фиксационных винтов. В конструкции вала переднего узла имеются два упорных подшипника и один радиальный, на которых он установлен.

На вал коробки скоростей от электрического двигателя передается вращательный элемент посредством ременной передачи. В коробке скоростей вращательный элемент передается на вал со статичными зубчатыми колесами и блоком зубчатых колес через вал и зафиксированную шестерню. Блок-шестерня задействуется только при реверсной подаче.
Болванка, которая укрепляется в трехкулачковом патроне или планшайбе, вращается под воздействием главного вала. Если болванка обрабатывается в центрах, то в главный вал монтируется неподвижный центр.
Направление резцедержателя изменяется благодаря специальному устройству, которое установлено в коробке скоростей. Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Прямое вращение осуществляется, если шестерня находится в левом положении и задействуется блок зубчатых колес. Обратное вращение осуществляется, если шестерня находится в правом положении и задействуется паразитное зубчатое колесо.
Задний узел служит для предотвращения радиального биения поддержанием заднего конца болванки и для обработки отверстий установленным сверлом. Корпус заднего узла передвигается по направляющим основы агрегата. Внутри корпуса располагается пиноль, которая передвигается в продольном направлении при помощи винта и маховика на расстояние до 65 мм. Режущие и сверлильные инструменты вставляются в коническое отверстие, которое имеется в пиноли.
Задний узел имеет следующие конструктивные элементы;
- Основа.
- Корпус.
- Фиксационные винты.
- Пиноль.
- Винт-шпонка.
- Маховик, управляющий перемещениями пиноли.
- Рукояти, фиксирующие положение пиноли и заднего узла.
Коробка подач и гитара сменных шестерней
Гитара сменных зубчатых колес (или передаточный механизм) выполняет функцию передачи элемента вращения от главного вала к коробке подач. Гитара состоит из кронштейна, на котором установлены зубчатые колеса. Гитара характеризуется передаточным отношением i = 24/60 * 40/64 = ¼, которое является постоянным для данной модели, поскольку сменные зубчатые колеса не включены в комплектацию оборудования.
Коробка подач, которая приводится в действие через гитару сменных зубчатых колес, имеет следующие составляющие:
- два вала;
- пять зубчатых колес, имеющих различные параметры;
- блок-шестерня;
- ходовой валик;
- муфта;
- круглая гайка;
- рукоять переключения;
- сливная пробка.
На лицевой стороне коробки расположена рукоять, положение которой определяет параметры резьбы. При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
Другая рукоять, расположенная на панели коробки, осуществляет запуск ходового валика и винта. Учебная модель имеет систему безопасности, которая присуща промышленному оборудованию, не позволяющую осуществлять одновременный запуск ходового валика и винта.
Посредством специальных фитилей масло подается из специального корыта, благодаря чему обеспечивается смазка всех элементов коробки подач.
Устройство фартука
Фартук служит для осевой подачи резцедержателя от ходового винта и валика механическим способом и осевой подачи, осуществляющейся вручную. Вращение маховика, расположенного на вал-шестерне и зацепляющегося с зубчатым колесом, которое расположено на валике реечного зубчатого колеса, осуществляет ручную подачу. Реечная шестерня сцепляется с зубчатой рейкой, которая жестко зафиксирована на станине.
Червяк, который соединен скользящей шпонкой с валиком, отвечает за механическую подачу. Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Поворотом рукояти производится запуск кулачковой муфты и, следовательно, механической подачи. Другая рукоять, которая соединяет маточную гайку и ходовой винт, при повороте вниз осуществляет механическую подачу.
При нарезке резьбы необходимо вывести из зацепления реечное зубчатое колесо и рейку, что осуществляется оттягиванием рукояти на себя. А при механической подаче и ручной подаче резцедержателя другое реечное зубчатое колесо должно быть зацеплено с зубчатой рейкой, что осуществляется оттягиванием рукояти от себя.
Конструктивными особенностями узла предусмотрена система безопасности, которая предотвращает запуск механической подачи и маточной гайки одновременно.
Важные элементы фартука:
- Четыре зубчатых колеса (червячные и реечные).
- Рукояти управления.
- Маховик.
- Маточная гайка.
- Ходовой валик осевой подачи резцедержателя.
- Вал.
Конструкция суппорта
Суппорт отвечает за установку резцов и их перемещение в процессе работы агрегата и состоит из четырех кареток:
- каретка 1 осуществляет передвижение по направляющим основы агрегата в осевом направлении;
- каретка 2 располагается на первой каретке и перемещается по ее направляющим в перпендикулярном направлении;
- каретка 3 установлена на второй каретке и является поворотной;
- каретка 4 с расположенным на ней приспособлением для установки резцов передвигается по направляющим третьей каретки в осевом направлении.
Направляющие основы кареток и клиньев истираются в процессе работы и между ними возникают зазоры. Из-за их появления снижается точность обработки заготовок, поскольку режущий инструмент начинает вибрировать. Вибрация устраняется регулировкой прижимных планок салазок болтами. Клинья регулируются при помощи болтов, которые располагаются в торцах второй каретки.
Посредством рукояти и болта на четвертой каретке устанавливается механизм фиксации резцов, который отжимается вверх при отворачивании рукояти. Положение механизма устанавливается опорным штифтом. Конструкция резцедержателя позволяет одновременно устанавливать до 4 резцов, которые крепятся болтами.
Видео: токарный станок ТВ-6.
Источник: metmastanki.ru
Обзор токарного станка ТВ-7: характеристики, особенности конструкции
Режущим металл токарным станком – ТВ-7 оснащены помещения, оборудованные для занятий по трудовому обучению средних общеобразовательных школ страны, профессиональных, технических училищ и колледжей.
Его прямое назначение заключается в квалифицированном обучении будущих кадров производственных предприятий рабочей профессии – токарь.

Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»;
- масса – 40 кг;
- размеры – 105х53,5 см и 105х120 см;
- расстояние от станины до центральной части – 120 мм;
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм;
- расстояние проточки болванки – 300 мм;
- длина передвижения салазок резца – 85 мм;
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм;
- величина периода вращения детали вокруг оси – 8;
- степень повторений кручения головки главного вала – 60-1000 об/мин;
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм;
- высота приспособления, удерживающего резец – 16х16 мм;
- расстояние передвижки резцедержателя – 260 мм;
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм;
- величина периода подвода резцедержателя – 8;
- угол разворота салазок, где установлен резец – +/- 45.

На оборудовании установлены элементы, предохраняющие от нанесения вреда стружкой – щиток, прозрачный экран.
Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.
Основные технические характеристики станка ТВ-7
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Виды работ, производимых на станке
На станке ТВ-7, 7м производится:
- нарезка чередующихся выступов и впадин на поверхности деталей, расположенных по винтовой линии;
- полное отделение некой части заготовки по незамкнутому контуру;
- расширение просветов в крупных и мелких предметах из металла с предварительными формами сообразно заданным размерам;
- протачивание поверхностей с целью придания формы конуса, цилиндра;
- сверление сквозных либо глухих цилиндрических отверстий;
- подрезка торцовых частей будущих деталей.
Расположение органов управления токарно-винторезным станком ТВ-7

Расположение органов управления токарно-винторезным станком ТВ-7
Спецификация органов управления токарно-винторезного станка ТВ-7
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка изменения направления подач
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхней салазки
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Кнопка аварийного отключения станка
- Маховик ручного перемещения продольной каретки
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети (общий)
- Рукоятка натяжения ремня шкивного редуктора
Механика токарно-винторезного станка ТВ-7

Механика токарно-винторезного станка ТВ-7
Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе, расположенной с левой стороны. Их валы оснащены 4 шкивами, которые имеют разный диаметр. Они располагаются в порядке возрастания от меньшего к большему – у двигателя, и наоборот у корпуса коробки.
Электрооборудование состоит из:
- асинхронного двигателя мощностью 1,1 квт, который смонтирован в левой трубе;
- щитка, установленного в тумбе с правой стороны. На нем смонтированы – переключатель, пускатель, предохранитель и аварийный выключатель;
- кулачкового переключателя, расположенного в задней части станины;
- кнопки включения в сеть и устройства освещения, установленные на боковой части.
Конструктивные особенности
Его часто используют в качестве прибора, на котором проходят обучение, с помощью него закрепляется усвоенный материал на практике по методу использования обработки твердых изделий. Данный прибор состоит из нескольких основных деталей:
- станины;
- опорных тумб в количестве двух штук;
- бабок, расположенных с двух обеих сторон;
- суппорта.
Уникальная конкретика при получении необходимых деталей обеспечивается благодаря шпинделю, который находится на опорах.
Управление
Изначально токарный станок этого вида предполагался для проведения практических занятий для школьников (часто его так и называют —школьный токарный станок по металлу), поэтому управление не вызывает много трудностей. Выполнение работы на таком оборудовании не вызовет много вопросов.
В конструкции ТВ-7 есть несколько основных деталей, благодаря которым осуществляется весь процесс. К этим деталям относится кнопка, останавливающая процесс при экстренных ситуациях, кнопка, запускающая реечную шестерню и прочее.

Станина и передняя бабка
Бабка по праву считается основным узлом, так как без него слаженной работы не будет. Она расположена на тумбах. При её изготовлении используется прочный материал – чугун.
Бабка двигается благодаря передней направляющей, которая плоская, задняя же, напротив – призматическая. Суппорт двигается благодаря плоским очертаниям задней и передней призматической формы.

Бабка находится на левой стороне. Шпиндель патрона крепится на ней. Он поддерживает изготавливаемое изделие в удобном месте, он же обеспечивает необходимую частоту вращения.
Суппорт, задняя бабка и коробка подач
Держатель, помогающий менять расположение резцов, находится на суппорте. Двигается только ручным способом в двух направлениях: продольном и поперечном.

Резцедержатель вращается в разные стороны с радиусом в 40 градусов благодаря удобной рукоятке, в конце перед работой он тщательно фиксируется. Фартук размещается на нём, отвечающий за механическую подачу резца рабочим валом или же винтом.
Бабка придёт в действие, если выполнить следующие действия:
- Подсоединить разъёмную гайку к винту, способному перемещаться.
- К валу распределительное механическое зажимное устройство.
Люфты направляющих, появляющиеся во время проведения работы, легко утилизируются, используя клинья и планки. Отрегулировав их, можно устранить вибрацию деталей, которые предстоит обработать.

Детали, которые обрабатываются на станке, легко крепятся при помощи задней бабки, в которой расположены патроны. Главная их функция заключена в реализации сверления, развертывания.
Главное, чтобы пиноли и оси шпинделя совпадали.
Коробка передач предназначена для того, чтобы изменить скорость перемещения фартука. Благодаря ему можно обеспечить механическую и ручную продольную подачу суппорта. Управляется, используя рукоятку, имеющую 3 фиксированных положения.

Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе. Их валы оснащены четырьмя шкивами разных диаметров. Они расположены в порядке возрастания.
В состав электрооборудования входят детали:
- Асинхронный двигатель мощность 1,1 квт, который расположен в левой трубе.
- Щиток, находящийся в тумбе с правой стороны. На нём располагаются также и другие важные детали.
- Кулачковый переключатель, расположенный в задней части станины.
- Кнопка включения в сеть и устройства освещения.
Аналоги
Аналогом станка ТВ-7 является его усовершенствованная модель – ТВ-7м, изготовленная вышеназванным заводом в настольном варианте.

- основные размеры модели – 1120х640 мм, 1120х680 мм;
- производительность электрического двигателя – 750 Вт;
- предельное расстояние передвижки пиноли бабки, расположенной сзади – 65 мм;
- диаметр изготавливаемых деталей при их закреплении над корпусом приспособления – 220 мм. То же над суппортом – 100 мм;
- длина обрабатываемого элемента, установленного в центральной части – 275 мм;
- длина обработки детали, установленной в патроне – 250 мм;
- высота приспособления, служащего держателем для резца – 16х16 мм;
- предельная масса подлежащих обработке деталей – 5 кг;
- диаметр просвета головки шпинделя – 18 мм;
- число ступеней вращения обрабатываемой детали вокруг оси главного вала – 6.

С целью упрощения конструкции на станке ТВ-7м установлено несколько пар шестеренок, имеющих разные передаточные числа. Они совместно с валами преобразуют величину крутящего момента до заданного параметра.
На нем выполняются рабочие операции:
- расточка и проточка поверхностей различной формы;
- отрезание, сверление, торцевание деталей;
- подрезание, нарезание внешней и внутренней резьбы;
- шлифование изготовленных деталей.
Управление станком ТВ-7
Пуск и остановка электродвигателя станка производятся рукояткой 16 (см. рис. 3).
При включении рукоятки 16 вверх — вращение двигателя «Вперед», при включении вниз — вращение двигателя «Назад». В среднем положении рукоятки двигатель отключен.
В зависимости от характера выполняемых на станке работ, рукоятки и рычаги управления (см. рис. 3) должны находиться в определенных положениях.
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом):
- На передней бабке — положение рукоятки трензеля 4 в зависимости от направления подачи суппорта (левое или правое)
- На коробке подач — положение рукоятки 2 в зависимости от выбранной величины подачи. Рукоятка 3 «Винт-вал» в левом положении «Винт»
- На фартуке — рукоятка самохода 13 в нижнем выключенном положении «От себя»
- Рукоятка включения реечной шестерни 11 — в положении «На себя»
- Рукоятка включения маточной гайки 12 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача):
- На передней бабке — положение рукоятки трензеля 4 в зависимости от направления подачи суппорта (левое или правое)
- На коробке подач — положение рукоятки 2 в зависимости от выбранной величины подачи. Рукоятка 3 «Винт-вал» в правом положении «Вал»
- На фартуке — рукоятка самохода 13 во включенном положении «На себя»
- Рукоятка включения маточной гайки 12 — в верхнем положении
- Рукоятка включения реечной шестерни 11 — в положении «От себя»
III. Положение рукояток и рычагов при ручной продольной подаче:
- На передней бабке — положение рукоятки трензеля 4 в среднем положении.
- На коробке подач — положение рычага «Вал-винт» безразлично
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении
IV. Положение рукояток управления для получения необходимых режимов резания согласно рис. 15
Уход за станком
Станки ТВ-7, ТВ-7м необходимо регулярно осматривать до производства функциональных обязанностей, прибирать металлическую стружку с определяющих направление передвижки деталей, установленных на корпусе и суппорте. Они смазываются маслом по окончанию работ. Точность изготовленных деталей и период эксплуатации станков обуславливаются уходом за ними.
Все подвижно соединенные части и приспособления подлежат своевременной смазке. Процедура осуществляется за счет погруженной в масло шестерни, которая переносит капли на другие элементы. Данной процедуре подвергаются коробка скоростей и подач.
Наблюдение за ней осуществляется через глазок, расположенный на передней бабке. Слив масла осуществляется с задней стороны.

Сведения о производителе учебного токарно-винторезного станка ТВ-7
Производителем станка ТВ-7 являлся Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Техника безопасности
Основные правила эксплуатации:
- выдача допуска к работе исключительно при наличии специальной одежде;
- установка оборудования на жестком фундаменте;
- устройство заземления соответственно предъявляемым требованиям;
- проверка исправности подвижных частей, резца, наличия защитных ограждений;
- использование в качестве подставки деревянной решетки;
- закрепление надлежащим образом подлежащей обработке детали;
- применение резцов с правильной заточкой;
- проверка фиксации задней бабки вслед за установкой детали в центральной части;
- своевременное удаление металлической стружки.
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;

Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
О работе на токарном станке ТВ-7 можно посмотреть видео
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Источник: strata.su
Токарные станки ссср (советские) б/у
 В избранное
В избранное  В наличии
В наличии
В избранное В наличии
В избранное В наличии
В избранное В наличии
В избранное В наличии
В избранное В наличии
В избранное В наличии
В избранное В наличии
- Станки по металлу б/у
- Станки по дереву б/у
- Промышленное оборудование б/у
- ПОДАТЬ ОБЪЯВЛЕНИЕ
- НАШ БЛОГ
- ОТВЕТЫ НА ВОПРОСЫ
- КОНТАКТЫ
- ОТЗЫВЫ
- О ПЛОЩАДКЕ
- КРЕДИТОВАНИЕ И ЛИЗИНГ
![]()
г. Москва, ул. Викторенко, 5, стр. 1, БЦ Виктори Плаза Посмотреть на карте
8 (495) 105-56-72
- Приём заявок круглосуточно; Отдел продаж Пн-Пт: с 11:00 до 20:00
Источник: stanok-kupit.ru