Тема урока: «Назначение и устройство токарно-винто-резного станка ТВ — 6».
Цели урока: Образовательная (обучающая),
ознакомить со станком ТВ-6.
сформировать понятия как станина, передняя бабка, коробка передач, задняя бабка, суппорт.
формировать и развить практические умения и навыки при работе и обслуживании станка ТВ-6.
психические процессы: память, мышление, внимание, воображения.
воспитать отдельные качества личности, такие как умение, трудолюбие.
приучить учащихся бережно относится к инструмен -там и станкам.
^ Тип урока: комбинированный.
Методы проведения занятия: лекция, объяснение, беседа, инструктаж, решение практических задач.
Объект труда: угольник оконный.
Оборудование и учебные наглядные пособия:
для учителя: плакаты, макеты, инструменты, объект
для учащегося: книги, тетрадь, технологическая карта, инструменты, приспособления.
^ Межпредметная связь: черчения, геометрия, математика, машиноведение.
ТЕХНИКА БЕЗОПАСНОСТИ. Вид Грубейшего Нарушения Охраны ТРУДА и Производственной ДИСЦИПЛИНЫ.
для учителя: Самородский А.Т., Симоненко В.Д.
Технология. Трудовое обучение: Учебник для учащихся
7 класса (вариант для мальчиков) общеобразовательной
школы./ Под ред. В.Д.Симоненко.-М.:»Вентана-Граф»,
для учащихся: Под редакцией В.Д. Симоненко
«Технология 7 класса». Брянск, 1995 г.
Организационная часть-(Ъ-5 мин)
Проверка готовности к уроку, спецодежда.
— Проверка домашнего задания (7-12 мин)
Проверить знания учащихся с прошлого занятия по теме » Термообработка металлов и сплавов».
Вопросы к классу:
2.1. Какая операция называется отжигом?
3. Предпологаемые ответы:
3.1. Отжигом называют такую операцию, при которой сталь нагревают до определенной температуры, выдерживают при этой температуре и затем медленно охлаждают вместе с печью
3.2.Нормализация — это термическая обработка, заключающаяся в нагреве стали, выдержки и последующем охлаждении на воздухе.
3.3. Закалкой называют такую операцию термической обработки, при которой сталь нагревают до температуры несколько выше критической, выдерживают при этой температуре и затем быстро охлаждают в воде, масле, водных растворах солей.
3.4. Отпуском называют операцию термической обработки, при которой уже закаленную сталь нагревают до определенной температуры, выдерживают при этой температуре и охлаждают с любой скоростью.
— ^ Изложение нового материала. (25 мин) В школьных мастерских применяются токарно-винторезные станки, которые предназначены для Nобработки тел вращение (валов, колец, дисков и др.), нарезания резьбы и сверления осевых отверстий. В токарном станке, как в любой другой технологической машине ( сверлильном станке, токарном станке по дереву и др.), есть электродвигатель, передаточный механизм, рабочий орган ( шпиндель) и система управления.
Основанием станка является станина, установленная на двух тумбах. В левом тумбе находится электродвигатель. На станине крепится передняя, задняя бабки и суппорт.
ТЕХНИКА БЕЗОПАСНОСТИ. Вид Грубейшего Нарушения при работе на СТАНКАХ (Работа в перчатках ЗАПРЕЩЕНА)
^ В передней бабке размещена коробка скоростей, которая осуществляет изменение частоты вращения ведомого вала. На шпинделе крепится приспособление для крепления заготовки (токарный патрон и др.). Коробка подач — это механизм, позволяющий изменять скорость перемещения суппорта. Суппорт предназначен для закрепления и перемещения режущего инструмента или заготовки.
Суппорт содержит трое салазок и резцедержатель. Продольные салазки (каретка) прикреплены к фартуку суппорта и двигаются по направляющим станины механически или вручную с помощью рукоятки. Поперечные салазки перемещаются вручную рукояткой. Верхние салазки закреплены на поворотной плите и могут поворачиваться на угол до 40* (для точения конических поверхностей).
Перемещаются верхние салазки вручную рукояткой. Для отсчета перемещений предусмотрены специальные устройства — лимбы.
^ Задняя бабка — служит для поддерживания конца длинных заготовок при помощи центра, а также для закрепления и подачи сверл и зенковок. Она может перемещаться по направляющим станины и закрепляться неподвижно рукояткой. В верхней части корпуса задней бабки находится пиноль, которую можно перемещать маховиком и фиксировать рукояткой. Точение деталей осуществляется за счет срезание резцом стружки с вращающейся заготовки. Вращательное движение заготовки называют главным. Главное движение обеспечивается за счет передачи движения по цепочке: двигатель — ременная передача
— коробка скоростей — шпиндель с патроном и заготов
кой.
Поступательное движение резца, которое обеспечивается непрерывность снятия слоя металла, называют движением подачи. Движение подачи обеспечивается цепочкой: двигатель — ременная передача -коробка скоростей — коробка подач — фартук суппорта
— суппорт с резцом.
Токарные работы на предприятиях выполняют токари. Токарь — одна из наиболее распространенных рабочих профессий по обработке металла. Эта профессия подразделяется на несколько специальности: токарь, токарь-карусельщик, токарь-расточник, токарь-револьверщик и др. Токарь должен знать устройство станков, основы черчения, назначения и правила применения различных инструментов и приспособлений, уметь пользоваться контрольно -измерительными приборами, разбираться в свойствах металлов и сплавов и др.
В передаточном механизме станка применяются механические передачи: ременная, зубчатая, реечная.
Детали передач, которые передают движение, называются ведущими.
Детали, которые воспринимают это движение, называются ведомыми.
Важной характеристикой механических передач является передаточное отношение U. Оно показывает отношение частоты вращения ведущей детали к частоте вращения ведомой. Для ременной передачи оно может быть вычислено по формуле: u= Di / D2, а для зубной передачи — u= zi / гг. Например ребята при числе зубьев ведущего колеса zi=40, и при числе зубьев ведомого колеса Z2= 20 получаем: и=40/20 = 2.
Правила техники безопасности:
1. До начало работы необходимо:
надеть спец. одежду; рукава застегнуть.
проверить наличие и состояние инструментов, работать можно только с инструментом, прочно закрепленным на гладких, без заусенцев и трещин ручках.
проверить наличие щетки-сметки, совка для стружки.
2. Во время работы:
следует использовать инструменты только по прямому назначению.
надежно закрепить обрабатываемую заготовку.
3. По окончанию работы необходимо:
тщательно убрать рабочее место
уложить инструменты, заготовки и материалы в соответствующие места.
Закрепление нового материала. (5-7 мин)
Вопросы к классу:
какие механические передачи вы знаете?
из каких частей состоит ТВ — 6 ?
основанием станка является?
какое движение является главным ?
Выполнение практической работы (45-55 мин)
1. Вводный инструктаж (5-10мин)
— Демонстрация эталонного изделия.
Переходим к практической части урока-изготовле-
нию «угольника оконного».
2. Текущий инструктаж:
Во время текущего инструктажа проверяется действие и ход работы учащихся.
3. Целевые обходы;
Проверить организацию рабочих мест и соблюдение безопасных приемов труда.
проверить правильность выполнение трудовых приемов и технологической последовательности.
проверить правильность размеров и ведение учащимися контроля. Провести приемку и оценить работы.
Заключительный инструктаж (5-7 мин)
анализ характерных ошибок и их причины.
сообщение оценок работы каждого учащегося.
дать домашнее задание.
Уборка рабочих мест (5-7 мин).
Дежурный укладывает инструменты. Незаконченные
изделия подписываются, помещаются в шкафчики.
После уборки помещение дежурными, учитель
благодарит все за труд, и ученики уходят из
помещения.
Еще работы по разное
Реферат по разное
Саватнеева Елена Алексеевна Количество часов Всего 34 часа; в неделю 1 час. Плановых проверочных урок
Источник: ronl.org
Переборка/покраска ПБ токарного станка ТВ 4/6 или как не встрять на выпрямление вала

Хотел бы поделиться опытом по переборке передней бабки (ПБ) токарного станка ТВ 4/6.
Разбирается передняя бабка чрезвычайно тяжело, поэтому если работает = не лезь!
Я не послушал, думаю плевое дело, что я подшипников в жизни не менял…
Накидал таблицу подшипников:
1 шт 204 20х47х14 мм (закрытый)
1 шт 206(6206) 30х62х16 мм
7 шт 202(6202) 15х35х11 мм
2 46207(2-46207Е) 35х72х17 мм (класс точности 2 или 4) = к слову обнаружил при демонтаже старых, что стоял 5 класс точности, по всем признакам он был с завода.
В итоге погнул вторичный вал, построил гидравлический пресс для выпрямления вала и потратил около 4 месяцев. Сейчас расскажу как перебирать переднюю бабку тв4/6.
Не стоит описывать стандартные операции вроде соблюдения техники безопасности, откручивания токарного патрона, снятия «гитары», ослабления и снятия приводного ремня.
Работать советую вам в резиновых перчатках, чтобы не оттирать потом масло.
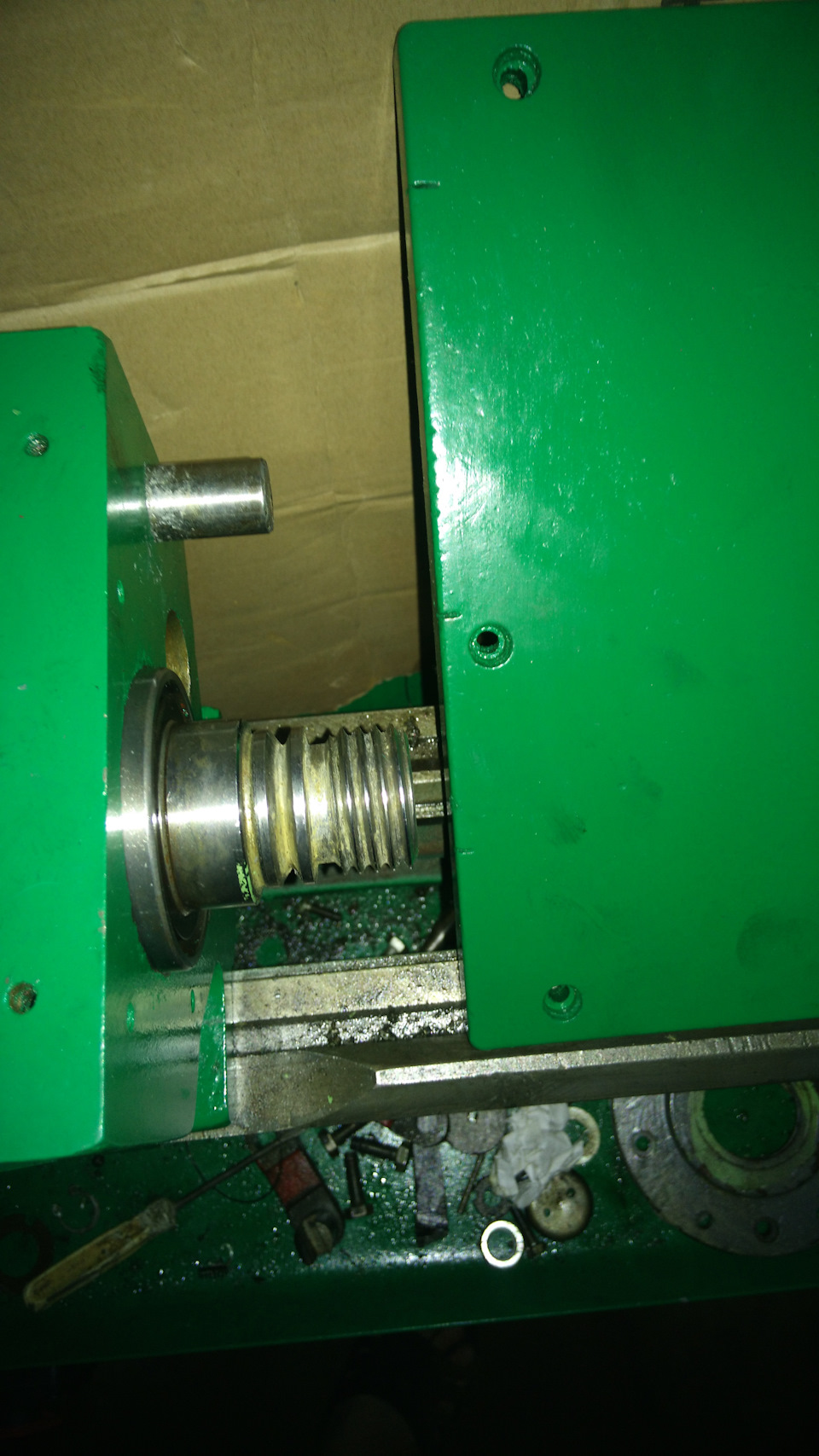
Главный вопрос — как открутить планшайбу токарного станка тв-4 / тв-6.
Все фотографии сделаны уже в процессе сборки, но сущность процесса передают.
В планшайбу вкручиваются шпильки или болты, чтобы туда воткнуть рычаг (монтерку, лом, уголок). Для равномерного распределения усилий — лучше закручивать шпильки во все отверстия (3), делать сварную раму и приварной уголок/профиль в качестве рычага. На станину соответственноподкладываются деревянные доски, чтобы не повредить.

Само место соединения планшайбы со шпиндельным валом медленно греется хорошей газовой горелкой до состояния рука не держит и еще чуть чуть.

Заливаете туда любую проникающую смазку, которая в тренде. Ждете пока все немного размочится, возможно подогреваете. Резьба на шпинделе обычная, откручивать против часовой, выглядит примерно так:
Теперь нужно фиксировать вал шпинделя от проворота.
Категорически нельзя клинить валы путем подсовывания клиньев между шестернями

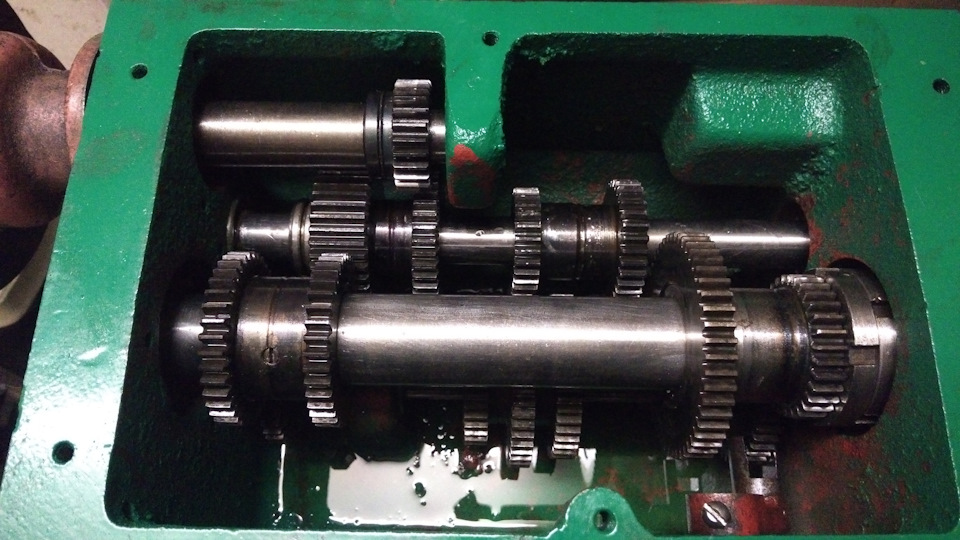
Более правильно поставить самую медленную передачу и фиксировать за приводной ремень.
Снимал более 4 часов. Несколько раз грел, в итоге в какой то момент искользовал удары по рычагу в планшайбе… думаю от небольшой ударной нагрузки + смазка + нагрев планшайба стронулась. Дубасить со всей дури нельзя — есть отзывы, что планшайба просто лопнет.
Процесс тяжелый.
На этом дело не заканчивается, нужно раскрутить штифты и сдвинуть со шпиндельного вала две шестерни, снять шпонки.
Сам шпиндельный вал выпрессовывается по направлению к задней бабке винтовым съемником на основе шпильки М14 и любой подходящей трубы с внутр. диаметром более 72 мм соответственно:

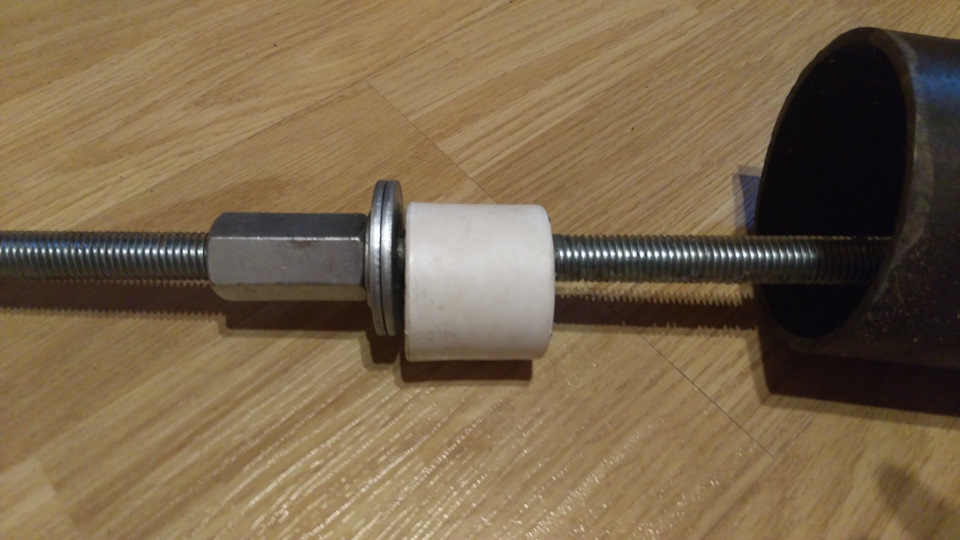
Для выпрессовки/запрессовки подшипников использовал из наличия трубы ВПГ ДУ 15, 20, а также полипропиленовую втулку ДУ 32, прямоугольную трубу 25 на 25, трехлапый винтовой съемник.
Где то придется также тупо стучать молотком и советую вам защищать шестерни от удара молотком.
В процессе демонтажа обязательно где-то появятся забои, вмятины и прочие дефекты, которые приведут к тому, что шестерня будет плохо садится на вал или вообще не налезет. Особенно деформируется вал, от ударов стального молотка по торцу. Для исправления этого шлиф бумага и небольшая фреза ВК8 на дремель, все должно одеваться от умеренного усилия руки. Где нужно подпиливаем, шлифуем в защитных очках.
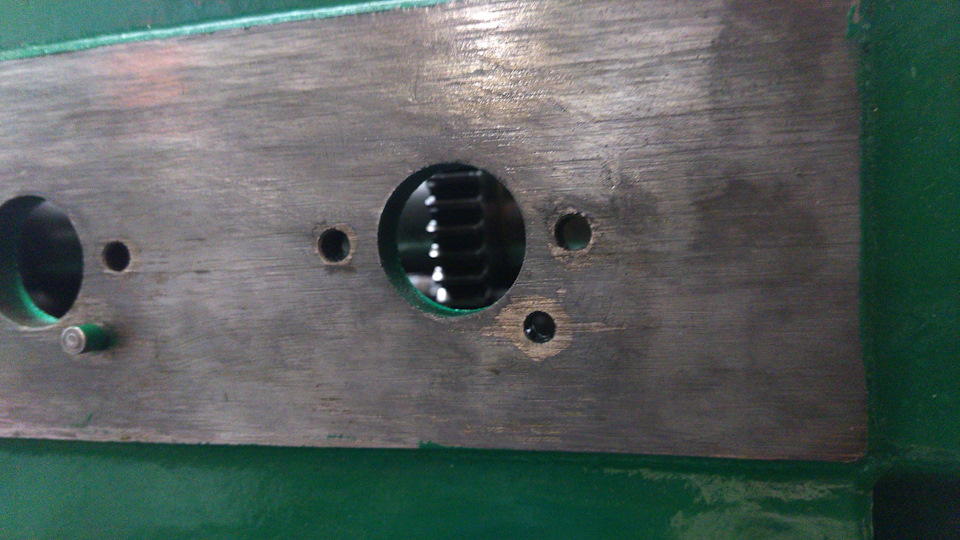
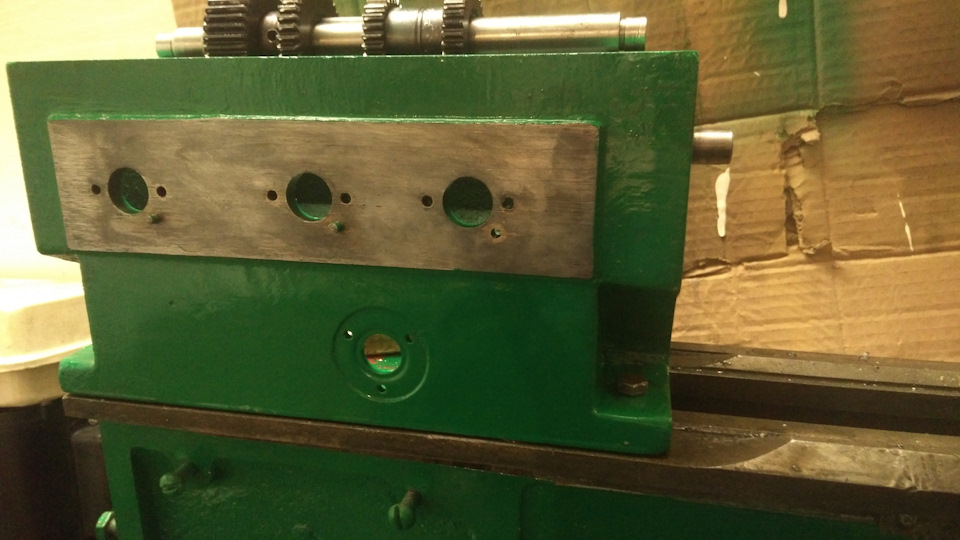
Зачищаем шабером и дремелем, красим в цвет.
По окраске есть тоже хитрость — все отверстия под подшипники нужно защитить от попадения краски и наклеить туда малярный скотч очень тяжело, поэтому смело свежий тюбик смазки литол 24 (стоит рублей 100) и обильно мажите там, где краски не должно быть. На плоскостях — малярный скотч.



После покраски могу посоветовать вам оцинковать места, где остается железо. Процесс гальванического цинкования описывался множество раз, производится механическое и (или) химическое обезжиривание/травление, далее берем цинковый корпус от батарейки (я даже не разбирал батарейку) и в электролите с хлоридом цинка производим цинкование. Вместо соляной кислоты я просто купил готовый хлорид цинка и развел его с водой. Вода прямо из водопровода, вот еще дистилировку использовать, мы же в россии. Заказывается цинк в любой фирме, торгующей реактивами.


Сейчас станок запускается, электрика полностью собрана заново и установлена в передней тумбе. Старую проводку всю выкинул (10+ кг).
Впереди окончательная сборка и настройка всего станка.
Источник: www.drive2.ru
Правила безопасности
2. Изучить устройство токарно-винторезного станка ТВ-6.
3. Обучить приемам закрепления заготовки в патрон; резца в резцедержатель.
4. Познакомить с приемами управления станком ТВ-6.
5. Требовать соблюдения правил техники безопасности во время работы на станке.
Одна из наиболее распространенных токарных работ — это обработка внешних цилиндрических поверхностей. Она выполняется проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7. 12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической или инструкционной карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на Глубину резания, равную 0,025 мм (т.е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба а подачи резца определяют по формуле: а поперечное = (D — d )/0,025, где D — диаметр заготовки, d— диаметр детали.
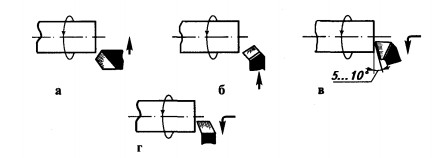
Рис.70. Подрезание торцов резцами: а — проходным прямым; б — проходным отогнутым; в — проходным упорным; г — подрезным
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезку торца заготовки. Для этого применяют резцы: подрезные и проходные (прямые, упорные).
При подрезании торца проходным резцом (рис. 70, а, б) его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1. 2 мм влево (то есть устанавливают глубину резания 1. 2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1. 2 мм, или любую другую величину, можно с помощью лимба продольной подачи. Цена деления этого лимба 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: а продольное = l/0,5, где l — необходимая длина перемещения каретки.
Для подрезания торца проходным упорным или подрезным резцом обработку ведут от центра заготовки . Для этого вершину резца размещают против центра заготовки и включают станок. Продольным перемещением резца врезаются в торец на глубину 1. 2 мм. Затем, перемещая резец на себя, снимают слой металла.
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в 4. 5 раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2. 3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла перерабатывается в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты на прессах. Эти брикеты вместе с металлоломом используются при выплавке стали и других металлов и сплавов.
! Правила безопасности
1. Измерять деталь, прибирать стружку, чистить и смазывать станок только после его полного отключения.
2. Стружку убирать только при помощи крючка и щетки.
Источник: helpiks.su