Законченная телевизионная передача представляет собой сигна- лограмму, содержащую последовательность взаимосвязанных фрагментов сигналов изображения и звука, продолжительностью от долей и единиц секунд до десятков секунд. Первоначальными источниками сигналов, из которых состоят фрагменты, являются видеокамера, микрофон, электронный музыкальный инструмент, компьютер, ранее записанные видеофонограммы. В процессе производства передачи каждый из фрагментов в зависимости от замысла ее создателя может подвергаться многократной перезаписи и самой разнообразной обработке (микшированию, наложению изображения, цветовой обработке, геометрической обработке, введению спецэффектов и т.п.). Упомянутые технологические операции (перезапись и обработку сигналов) осуществляют в определенной последовательности с применением различного технологического оборудования [32].
Виды и количество оборудования, необходимого для создания ТВ передач, зависят от видов и числа обработки всех фрагментов суточной продукции. Чем сложнее обработка и чем выше темп смены фрагментов, тем больше временные и аппаратные затраты.
Дроп-тест телевизора на производстве
Весь технологический процесс производства и выпуска программ может быть укрупнено разделен на три стадии: подготовка к производству телевизионных передач; производство передач; формирование и выпуск программ.
На стадии подготовки, независимо от используемых технологических принципов производятся:
- • сбор и обработка информации (текстовой, звуковой, видеоинформации);
- • подготовка и написание сценария передачи (например, видеофильма);
- • подготовка и производство декораций, бутафории, иных материалов;
- • организационно-административных мероприятий; (командирование съемочной группы, приглашение исполнителей, заказ технических средств и т.п.).
В настоящее время для этих целей применяют современные средства оргтехники на основе персональных компьютеров, включенных в вычислительную сеть. Доступ к данным, включая видео- и звукоданные, осуществляется по сети. Готовый отредактированный материал после «подписания» «электронной подписью» транслируется в сервер или следующему участнику технологического процесса. Автоматизированное рабочее место для выполнения подготовительной работы обычно содержит персональный компьютер и периферийное оборудование различной конфигурации в зависимости от требуемого набора необходимых технологических функций на каждом из рабочих мест.
Производственная стадия, как правило, начинается с видеосъемок. Здесь технологический процесс разветвляется в зависимости от видов и условий проведения видеосъемок.
Видеосъемки в телевизионной студии. В телевизионной студии вначале устанавливают предварительно изготовленные декорации и мебель, образуя сценическое пространство; устанавливают необходимое сценическое освещение; расставляют микрофоны; направляют видеокамеры и проверяют исправность каналов. После этого может начинаться процесс видеосъемок.
В зависимости от сложности снимаемого сюжета видеосъемка может осуществляться одной, двумя или тремя камерами, которые могут управляться либо непосредственно видеооператорами из студии, либо дистанционно видеорежиссером из видеоаппаратной.
Как делают современные телевизоры | Сделано в Беларуси | видео 4k UHD
Один из вариантов минимизации численности персонала реализуется при безоператорной видеосъемке с помощью дистанционно управляемых камер.
Видеорежиссер, камерный оператор, оператор света из аппаратной управляют видеокамерами, сценическим освещением, видеомикшером, добиваясь необходимого видеообраза. Звукорежиссер, управляя звуковым микшером, создает соответствующую звуковую картину. Сигналы изображения и звука записывают при этом на цифровых устройствах видео- и звукозаписи или на накопителях видео- и звукоданных, либо подают непосредственно в видеосервер. В последнем случае к записываемому сигналу немедленно получают доступ последующие участники процесса создания видеофильма.
Видеосъемки в виртуальной студии. Виртуальная студия в отличие от видеостудии не требует никаких декораций. Все виртуальное сценическое пространство с мебелью, задниками, с движущимися предметами и объектами и т.п. создается компьютерными средствами из ранее записанных изображений и видеосюжетов, в том числе и сюжетов, созданных видеодизайнером. Исполнитель, находясь, по сути, в пустом помещении, видит на экране монитора себя в виртуальном пространстве и соотносит свои действия с увиденным. Видеорежиссер изменяет виртуальное сценическое пространство в соответствии со сценарием передачи или видеофильма и художественным замыслом программными средствами.
При наличии виртуальной студии отпадает необходимость в цехах по производству декораций, живописи для задников, участков внутреннего транспорта, многочисленных складов и служебных помещений с соответствующими оборудованием, механизмами и обслуживающим персоналом. Все это заменяет автоматизированное рабочее место видеодизайнера с малогабаритной аппаратурой и мощными программными средствами.
Внестудийные видеосъемки. Видеосъемки различных событий, мероприятий, натурные съемки на выезде осуществляют вне студий с применением передвижных телевизионных станций (ПТС) и (или) телевизионных журналистских комплектов (ТЖК).
ПТС содержит переносные ТВ камеры с камерными каналами, мобильные светильники, микрофоны, видеомикшер, звукомикшер, средства записи сигналов изображения и звука, видео- и звукомо- ниторы, а также автономный источник электропитания. ПТС может содержать средства связи для передачи снимаемых или записанных сюжетов на телецентр для выпуска в эфир или последующей обработки.
ТЖК в простейшем случае включает в себя видеокамеру с направленным микрофоном, видеомагнитофоном и (или) накопителем на диске, малогабаритные светильники заливающего света, источники автономного питания. Съемку осуществляет видеооператор. Записанный видеоматериал со звуковым сопровождением поступает следующему участнику технологического процесса в виде видеофонограммы либо в сигнальной форме по каналу связи.
Отснятый в видеостудии, в виртуальной студии, вне студии материал поступает для дальнейшей обработки в виде видеофонограммы, записанной на видеокассете или на съемном оптическом или жестком магнитном диске, либо в виде файлов, записанных в накопителе видеосервера.
При производстве передач используется только что записанный (упомянутый выше) материал или ранее записанный материал из видеофонотеки, фонотеки или накопителя видеосервера, а также материал, синтезированный видеодизайнером. Эти процессы включают в себя монтаж видеофонограмм, синтез и обработку изображений, озвучивание видеофонограмм, сведение видео- и фонограмм, просмотр видеофильма, сдачу-приемку видеофильма, кодирование видеофильма, изготовление тиража копий видеофильмов.
Монтаж видеофонограмм в зависимости от принятой технологии и применяемого оборудования может осуществляться с перезаписью материала или без нее, с разрушением (изменением) или с сохранением исходного материала.
Монтаж аналоговых видеофонограмм связан с перезаписью исходного материала на новый носитель, что неизбежно приводит к накоплению искажений и шумов с каждой очередной перезаписью. Кроме того, применение в производственном процессе видеофонограмм на магнитной ленте приводит к долгой процедуре поиска необходимого фрагмента для разметки и (или) монтажа.
Более продуктивной для целей монтажа оказывается запись на дисках (жестких магнитных или оптических), которая обеспечивает произвольный (практически мгновенный) доступ к любому фрагменту видеофонограммы. Применение видеонакопителей на дисках вместо видеомагнитофонов позволяет в 3—8 раз сократить время, затрачиваемое на монтаж.
Синтез и обработка изображений применяется для подготовки иллюстративных материалов и для изготовления виртуальных задников, мебели и других предметов виртуальной сцены. Синтезируемые изображения привязываются к желаемой точке в виртуальном пространстве и могут по заданной программе или вручную перемещаться в шести степенях свободы с изменением или без изменения масштаба в каждой из координат. В качестве исходных изображений могут быть использованы либо «примитивы», либо реально снятые телевизионные изображения или ранее синтезированные изображения, предварительно записанные в память, и, наконец, изображения, непосредственно создаваемые видеодизайнером с помощью светового пера или иных средств компьютерной графики.
Озвучивание видеофонограмм начинается с записи сигналов звука, которая осуществляется в студиях и во внестудийных условиях. Часть звуковых сигналов записывается на видеоленту (диск) одновременно с записью сигналов изображения в процессе видеозаписи. Другие сигналы звука могут быть записаны на отдельный носитель записи с помощью специализированных средств звукозаписи (цифровых магнитофонов, многоканальных накопителей звука, звуковых станций), причем в этом случае осуществляют синхронизацию аппаратуры звуко- и видеозаписи. Возможны случаи записи звука под видеограмму, когда актер озвучивает видеограмму в процессе ее воспроизведения, наблюдая изображение. Наконец, могут осуществлять несинхронную запись звука, когда этот звук не связан непосредственно с данным изображением.
Наиболее продуктивной при создании телевизионных передач является многоканальная запись звука, которая позволяет не только гибко использовать записанный на отдельных дорожках звуковой материал, но и значительно экономить средства за счет резкого снижения потребности в повторной записи групп исполнителей.
Сведение многоканальных фонограмм может осуществляться с использованием того же оборудования, которое используют для многоканальной записи. Сведение фонограмм в этом случае состоит в совмещении во времени сигналов, записанных на различных носителях и (или) дорожках записи, с требуемыми обработкой и наложениями сигналов для получения необходимой звуковой картины.
Сведение видео- и фонограмм состоит в совмещении визуального образа и звуковой картины программы. Звуковую часть программы (звукоряд) записывают на том же носителе записи, на котором записана видеочасть программы (видеоряд) с соблюдением всех необходимых временных соотношений.
После завершения сведения видео- и фонограмм видеофонограмма с записанной программой поступает для просмотра ее создателями с целью определения ее содержательной и художественной завершенности и технического качества, а затем предъявляется к сдаче-приемке компетентным составом специалистов, которые выносят решение о пригодности передачи к выпуску, размножению и (или) архивированию.
Прежде чем видеофонограмму передают в видеофонотеку или размножают либо транслируют, осуществляют кодирование видеофонограммы, т.е. введение в нее служебной и дополнительной информации, полностью отражающей все необходимые технические, содержательные и юридические выходные данные. Эти данные обычно содержат сведения о наименовании, содержании, длительности передачи (например, видеофильма) и всех ее частей, времени и месте создания; о параметрах кодирования сигналов и формате видеофонограммы; об авторских правах и иные сведения. Код видеофонограммы используется для автоматического управления оборудованием и для автоматизации идентификации видеофонограмм пользователем, а также — в юридических целях.
Кодирование видеофонограммы производят с применением компьютера, а ввод кода — с помощью средства видеозаписи с интегрированными свойствами. Полностью завершенная и закодированная видеофонограмма в дальнейшем подвергается размножению с целью получения тиражных копий для обмена, копий долговременного и краткосрочного хранения. Оригинал и копии передач подлежат обязательной регистрации с целью учета.
Формирование и выпуск программы заключается в выстраивании в необходимой последовательности (в соответствии с расписанием) готовых к выпуску передач. Составляется список эфирных решений (плей-лист) который содержит наименования передач с их продолжительностью в той последовательности, в которой они должны быть выпущены в эфир. В список могут быть включены и прямые передачи, вставки ведущего, вставки прямой трансляции и рекламные вставки. Формирование расписания сводится к перестановкам перечисленных передач и вставок.
В случае применения ленточной технологии видеофонограммы в необходимой последовательности устанавливают в соответствующие видеомагнитофоны и подгоняют к началу передачи (выставляют на начальный тайм-код). После воспроизведения одной видеофонограммы в видеомагнитофоны устанавливают следующие фонограммы и т.д. Процесс выпуска программ осуществляется в аппаратной выпуска в основном в ручном режиме.
При использовании безленточной технологии расписание формируется в виде таблицы файлов на дисплее. В этом случае оперативное изменение расписания осуществляется путем вставки, удаления и перестановки файлов в таблице. Выпуск программ при безленточной технологии обычно осуществляется в автоматическом или полуавтоматическом режимах. Для формирования и выпуска программ используется автоматизированное рабочее место выпускающего [32].
Укрупненная организационная структура объекта производства и выпуска телевизионных программ показана на рис. 8.1.

Рис. 8.1. Организационная структура объекта производства и выпуска телевизионных программ
Перечисленные технологические процессы подготовки, произ водства и выпуска ТВ передач и их взаимосвязи обобщенно пред ставлены на рис. 8.2.

Рис. 8.2. Основные технологические процессы телевизионного вещания
Источник: studref.com
Как производят телевизоры

Завод
Автор Aslan На чтение 3 мин. Просмотров 798 Опубликовано 10.04.2015

Сегодня мы с вами отправляемся на завод по производству телевизоров. В программе осмотра — цеха по производству корпусов, пенопластовой упаковки, две линии SMD (поверхностного монтажа) с автоматизированной и ручной подачей компонентов, линия сборки и упаковки. Обо всем этом более подробно в 36 фотографиях. 2. Начнем с производства пластиковых деталей.
На завод привозят такие гранулы пластиката.


3. Которые смешиваются в специальной машине.

4. Далее по трубам гранулят попадает в цех штамповки. В правом нижнем углу видны пресс-формы.

5. Станки для штамповки в которые устанавливаются пресс-формы.

6. Вот как это выглядит. Здесь видно сжатую пресс-форму, в которую под большим давлением впрыскивается расплавленный пластик.

7. Открытый пресс с готовой окантовкой экрана телевизора, которую сейчас снимает специальное устройство.

8. И передаст рамку дальше по конвейерной линии.

9. Где на нее поставят логотип специальным тампоном.

10. А это соседний зал с более совершенными прессами.
11. Все производство полностью автоматизировано. Обычно 2 человека обслуживают цех из 6 прессов. Вмешательство в процесс минимальное. Аналогичным образом выпускаются другие части корпуса.


12. Далее переходим в цех производства пенопласта.

13. Здесь также используются специальные пресс-формы для штамповки.

14. Сначала пенополистирол вспенивается при температурной обработке в этой машине. Получаются гранулы диаметром около 5 мм.
15. Затем происходит формовка.


16. Формование происходит методом удара паром за счет спекания гранул друг с другом.
17. Готовые формы с пылу с жару.


18. Все это складируется рядами высотой до 5 метров.

19. А теперь самое интересное. Линия SMD (Surface mounted device) — Поверхностного монтажа.

20. На первом этапе происходит нанесение паяльной пасты на контактные площадки платы.

21. На специальных лентах в машину подаются устанавливаемые компоненты.
22. Вот здесь происходит монтаж компонентов.


23. Процесс полностью автоматизирован, а оборудование достаточно универсально и позволяет за минимальное время адаптировать линию под новые платы.

24. После монтажа происходит групповая пайка методом оплавления пасты в печи.

25. На выходе с конвейера происходит этап тестирования каждой платы. Брак сведен до минимума.
26. Готовые платы собираются в стойки.


27. И складируются до момента перевозки в следующий цех.

28. Здесь на эту же плату монтируют более крупные компоненты.

29. Эти операции выполняются вручную — это дешевле с экономической точки зрения.

30. Диагностическое оборудование для собранных плат.


32. А теперь заключительный этап — отверточная сборка готового изделия и отправка его на склад.

33. Корпус, матрица и электроника собираются в несколько рук, телевизор вручную передаётся по конвейеру.

34. Собранный телевизор сразу же попадает на диагностический стенд, где за несколько секунд проверяют его работоспособность и выключив передают дальше.

35. На соседней линии собирают плазменные телевизоры. К сожалению, мы не сможем посмотреть как происходит процесс сборки матриц.

36. На заводе в основном работает молодежь, преимущественно девушки.

37. После проверки телевизор укладывается в коробку, запечатывается и перевозится на склад.
Источник: ikaketosdelano.ru
Pereosnastka.ru

Типовой технологический процесс изготовления радиоаппаратуры
К атегория:
Производство радиоаппаратуры
Типовой технологический процесс изготовления радиоаппаратуры
Изготовление деталей телевизора по типовому технологическому процессу ведется в механоштамповочном, гальваническом и пластмассовом цехах.
Цех имеет следующие участки:
— заготовительный;
— прессовый;
— слесарно-сварочный;
— токарно-автоматный;
— автоматный;
— линию обработки давлением.
Оборудование в цехе расположено с учетом наименьшего межоперационного транспортирования заготовок и деталей
Построение технологического потока имеет направленность от заготовительного участка к гальваническому цеху, складу готовых деталей и центральному комплектовочному складу.
Детали, проходящие слесарную обработку, поступают на участок, оборудованный сверлильными станками, резьбонарезными и зенковочными автоматами. Готовые детали, не подвергающиеся гальваническим покрытиям, поступают на склад готовых деталей механоштамповочного цеха, где производится их учет, хранение, комплектация и отправка на центральный комплектовочный склад.
На заготовительном участке листы и ленты разрезают в размер, необходимый для штамповочного оборудования. Обработке подвергаются черный и цветной прокат, электроизоляционные материалы (гетинакс, картон и др.).
Заготовительные работы выполняются на:
— гильотинных ножницах (для резки стальных листов);
— многодисковых ножницах (для резки на полосы ленты из черного и цветного проката);
— роликовых ножницах (для резки фольгированного гетннакса); многодисковых ножницах (для резки ленты из триацетатной пленки).
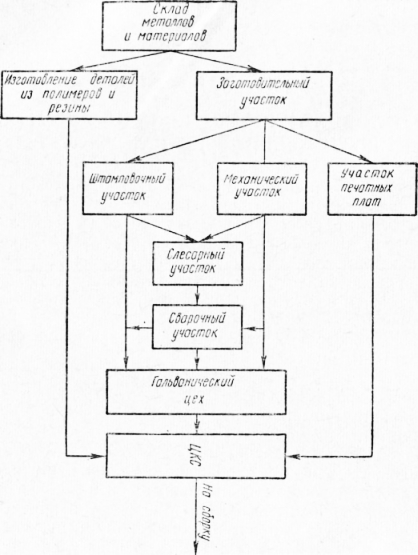
Рис. 1. Блок-схема технологического процесса изготовления деталей для производства унифицированных телевизоров
Особое внимание обращают на рациональный раскрой листов, безотходную штамповку, а также на использование отходов, что позволяет снизить трудоемкость заготовительных работ, повысить производительность труда и сократить нормы расхода материалов.
Нарезанные заготовки хранят на стеллажах; к заготовкам подвешивают бирки, на которых указывают, для каких деталей они предназначены.
Все детали, изготовляемые в механоштамповочном цехе, можно по конструктивно-технологическим признакам разбить на следующие группы:
— ламповые и контурные экраны; платы из гегинакса;
— детали типа контактов, лепестков, штырьков и другие, изготовляемые на листоштамповочных и универсально-гибочных пресс-автоматах;
— шасси;
— втулки, винты, обрабатываемые на токарных автоматах; детали типа планок, угольников, шайб и другие изготовляемые на автоматах и штампах, оснащенных автоматическими подачами материала в зону штамповки;
— -гайки МЗ, М4, изготовляемые на многопозиционном холодно-высадочном автомате;
— детали типа кронштейнов, оснований и другие, получаемые индивидуальной штамповкой;
— детали типа планок, угольников и другие изготовляемые комбинированной штамповкой на штампах последовательного, последовательно-совмещенного и совмещенного действий; пружины;
— детали типа осей, шпилек, винтов, изготовляемые на поточной линии обработки давлением; сварные узлы.
Рассмотрим технологические процессы изготовления наиболее характерных для данного цеха изделий.
Ламповые и контурные экраны, Экраны изготовляют на поточно-механизированной линии, которая состоит из шести единиц оборудования.
На заготовительном участке листы разрезают гильотинными ножницами на полосы, а затем передают на пресс-автомат, на котором выполняется безотходная вырубка заготовок.
После смазки и галтовки заготовки поступают на пресс для холодного выдавливания экрана. На другом прессе окончательно обрабатывают экран — обрубают торцы, пробивают, отбортовы-вают и калибруют отверстия.
Управляют прессами от одного командоаппарата, что обеспечивает синхронностС в работе. Поточно-механизированная линия Для изготовления экранов позволяет значительно повысить производительность труда.
Контакты, лепестки, штырьки. Эти детали изготовляют на универсально-гибочных и листоштамповочных одно- и многоопера-чионных пресс-автоматах. Пресс-автоматы характеризуются высокой производительностью (100—1200 деталей в минуту и 1000 деталей в минуту). При обработке деталей на прессах-автоматах производительность труда повышается в 4—5 раз.
Шасси. Шасси является наиболее сложной и трудоемкой деталью. По типовому технологическому процессу шасси изготовляют на восьмипозиционном листоштамповочном пресс-автомате.
На заготовительном участке листы режутся на полосы, которые собирают в пакеты. Пакеты загружают в кассеты. Полоса пакета подается полосоукладчиком в подающие валки, которые перемещают полосу на заданный шаг подачи.
На первом штампе вырубается заготовка по контуру, которая с помощью шиберной подачи поступает на промежуточную позицию, откуда захватами грейферной подачи она передается на второй штамп для вытяжки, а также на все последующие операции. На третьем и четвертом штампах пробиваются сквозные отверстия и отверстия для последующей отбортовки. На пятом штампе отборто-вываются предварительно пробитые отверстия. Серия мелких отверстий пробивается на шестом штампе.
На двух последних операциях выполняется просечка лепестков и отгибка их в противоположных направлениях относительно шасси При каждом ходе ползуна с пресса сходит готовое шасси, которое передается с транспортера на слесарно-сварочный участок.
Применение пресс-автомата повышает производительность труда почти в 30 раз.
Гайки МЗ и М4. Эти детали изготовляют из калиброванной проволоки на четырехпозиционном холодно-высадочном автомате. Нарезают резьбу в гайках на гайконарезном автомате. Холодно-высадочный и гайконарезной автоматы составляют одну линию.
На автоматической линии отработки давлением изготовляют из пруткового материала оси, валики и другие детали этого типа.
Гальванический цех. В цехе производятся цинкование, оловя-нирование, анодное оксидирование, химическое травление и механическое, полирование алюминия, химическое пассирование латуни, горячее лужение припоем ПОС -40 и другие процессы. В гальванический цех входит участок изготовления печатных плат.
Цех оборудован автоматическими линиями для всех гальванических покрытий и химических обработок. Оборудование цеха расположено таким образом, что позволяет полностью механизировать транспортирование поступающих на покрытие деталей.
В кладовой гальванического цеха, куда по подвесному транспортеру поступают детали из механоштамповочного цеха, монтируют детали на подвески и засыпают их в барабСны и колокола, после чего они поступают по подвесному транспортеру, который проходит через весь цех и подходит к каждому агрегату, на соответствующее покрытие.
Обработанные детали на подвесках или барабанах по тому же транспортеру поступают в кладовую.
Печатные платы. Печатные платы изготовляют по замкнутому технологическому циклу.
Фольгированный гетинакс поступает со склада готовых материалов на электрокарах к роликовым ножницам, которыми режут
ЛИСТЫ на полосы. Полосы, уложенные в стопу, подаются к прессам, где выполняется вырубка заготовок и пробивка технологических отверстий. Далее заготовки погружают на автоматизированную линию, на которой наносят рисунок схемы, травят пробельные участки медной фольги, наносят защитные эпоксидные маски, производят горячее лужение контактных площадок.
Все агрегаты линии связаны между собой транспортными устройствами, позволяющими передавать заготовки с агрегата на агрегат.
После проверки качества печатной схемы платы механически обрабатывают: вырубают их по контуру на прессах, пробивают в них отверстия.
Последней операцией изготовления печатных плат является установка штырьков и заклепок на универсальном автомате.
После укладки печатных плат в специальную тару их передают на центральный комплектовочный склад.
Пластмассовый цех. В цехе изготовляют детали из термопластичных и термореактивных материалов, а также из резины. Цех имеет следующие участки: литьевых машин; гидропрессов; зачистки; таблетирования; переработки отходов.
Технологический процесс прессования деталей из термореактивных материалов включает таблетирование и высокочастотный подогрев. Таблетирование необходимо для дозировки и повышения теплопроводности материала, а также удаления из него воздуха. Предварительный подогрев материала токами высокой частоты уменьшает длительность смыкания пресс-формы и выдержку под давлением в 2—3 раза, увеличивает срок службы пресс-формы, что приводит к увеличению производительности труда и улучшению качества изделий.
Сборочно-монтажный цех. Сборочно-монтажиый цех состоит из двенадцати узкоспециализированных участков, что позволяет эффективно использовать высокопроизводительное оборудование и оснастку, специализировать рабочих на выполнение определенной операции, повысить производительность труда.
Сборочно-монтажные работы по конструктивно-технологическим признакам разбиты на следующие группы:
— заготовительные;
— схемно-кабельные;
— сборка мелких узлов;
— сборка печатных плат;
— изготовление фильтров;
— формовка радиоэлементов;
— сборка блоков УНТ ;
— армировка корпуса;
— общая сборка телевизора;
— регулировка, тренировка и контроль; картонажные;
— упаковка.
Общее представление о сборочно-монтажных работах дает блок-схема технологического процесса сборки и регулировки унифицированного телевизора, показанная на рис. 254.
На заготовительном участке выполняются три вида работ: схемная заготовка комплектующих изделий; формовка радиоэлементов; сборка мелких узлов.
Эти виды работ включают заготовку проводов, проволоки, плетенки, изоляционных трубок, подготовку радиоэлементов для установки их на печатные платы и для навесного монтажа, а также лужение концов плетенки, сборку панелей, ручек, планок и др.
В цехе используется многотипное оборудование, это обусловлено большим разнообразием монтажных (схемно-кабельных) заготовок. Такие операции, как нарезка изоляционных трубок и плетенки, нарезка и формовка перемычек, разделка и снятие изоляции проводов питания, резка, зачистка и лужение проводов выполняются на автоматах. Сборка мелких узлов ведется на верстаках.
Отформованные радиоэлементы, заготовки проводов, проволоки, плетенки, изоляционные трубки и собранные мелкие узлы передаются на контроль, а затем на центральный комплектовочный склад.
Вязку жгутов выполняют при помощи шаблонов и на специальных конвейерах непрерывного действия. Схемно-кабельные работы также выполняют на конвейерах непрерывного действия, на них же производится сборка мелких узлов. Включение сборки и монтажа мелких узлов в общий поток конвейера схемно-кабельных работ позволяет значительно сократить внутрицеховые транспортировки и снизить потери рабочего времени. Готовые узлы поступают по конвейеру в центральный комплектовочный склад.
Сборку, монтаж и регулировку фильтров и дросселей ведут на конвейерах участка, расположенного в цехе общей сборки.
Сборку и монтаж печатных блоков осуществляют на конвейерах непрерывного действия со встроенной установкой для пайки «волной». Детали и узлы на конвейер поступают по подвесной дороге.
После сборки и монтажа блоки автоматической подстройки частоты гетеродина и видеодетектора подвергаются регулировке. Блок усилителей промежуточной частоты изображения и звука и блок развертки после сборки и монтажа передают на тренировку, которая проводится на специальном конвейере. Оттренированные платы снимают с конвейера и передают на ленточные транспортеры. Возле транспортеров расположены компараторы, на которых производится регулировка плат, после чего платы передаются в центральный комплектовочный склад.
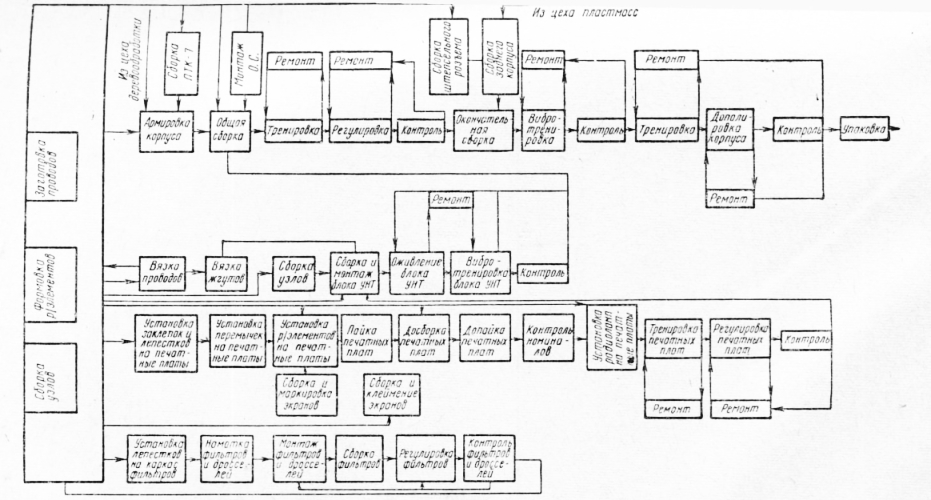
Рис. 2. Блок-схема технологического процесса сборки, регулировки и упаковки унифицированного телевизора
На транспортерах регулировки блоков имеются места для ремонта п резервные места. Все узлы для сборки блока УНТ комплектуются на центральном комплектовочном складе.
Сборку и монтаж блока УНТ выполняют на двух конвейерах пульсирующего типа. Перед конвейерами установлены два пресса для клеймения номера на планке шасси. Кронштейны на шасси устанавливают в механоштамповочном цехе. После сборки и монтажа блок подвергается проверке и вибротряске. Готовый блок отправляют по подвесной дороге на конвейер армировки и общей сборки.
Кинескоп и блоки ПТК -7 подают по подвесной дороге на рабочее место этого конвейера. Корпуса телевизора поступают из деревообделочного цеха по другой подвесной дороге. Кроме армировки и общей сборки, на этом участке производится сборка мелких узлов (ОС, ручек). После установки блока УНТ телевизор поступает на предварительную тренировку и регулировку, которые выполняют на специальном участке, оборудованном конвейерами.
После общей сборки телевизор проходит вибротренировку, тренировку и контроль, а затем идет на участок упаковки. Упаковывают телевизоры на специальной линии, откуда их по подвесной дороге передают на склад готовой продукции.
Источник: pereosnastka.ru