Давно уже не используются старые ламповые телевизоры. Мощные силовые трансформаторы, используемые в них могут пригодиться для изготовления блоков питания, зарядного, пускового устройств или соединив несколько трансформаторов можно даже собрать небольшой сварочный аппарат!
Магнитопровод сварочного аппарата составлен из шести комплектов магнитопроводов от сетевых трансформаторов старых ламповых цветных телевизоров типа: УЛПЦТ-61, УЛПЦТИ-61 и им подобных. Магнитопровод каждого из трансформаторов ТСА-270-1 состоит из двух П-образных частей. В собранном виде составной магнитопровод представляет собой 6-лепестковую «ромашку».
На рисунке показана нижняя половина магнитопровода; катушка условно снята. Вид сверху.
Из чертежа видно, что для сборки магнитопровода необходимо два ребра внутренних колен всех П-образных частей срезать по всей длине на угол 30 градусов.
Необходимо обработать каждый магнитопровод, как показано на рисунке ниже.
Изготовление магнитопровода.
Изготовление магнитопровода начинают с того, что при разборке трансформаторов все П-образные части размечают таким образом,чтобы при окончательной сборке узла обеспечить стыковку каждой «своей» пары в том же взаимном положении, какое было в трансформаторе изначально. Это позволит свести к минимуму воздушный зазор между верхней половиной составного магнитопровода и нижней его половиной.
Что можно сделать из старого телевизора ? (Ака Касьян)
Затем приступают к обработке внутренних колен П-образных частей. Для этого наружное колено каждой из них плотно обматывают любой нерастягивающейся лентой, как показано на рисунке ниже. Обычную изоленту здесь использовать нельзя. Пригодится чёрная липкая тканевая изоляционная лента или липкая лавсановая изолента.
Внутреннее колено зажимают в небольшую самодельную простейшую струбцину,согнутую из обрезка жёсткого листа толщиной 3-4мм с резьбовым отверстием М6 под зажимной винт. Струбцину устанавливают так,чтобы одно из рёбер внутреннего колена осталось свободным для обработки. Эти меры — обмотка лентой и зажатие в струбцину — необходимы для предупреждения расслоения П-образного пакета на отдельные пластины при обработке. Срезать угол на металлической детали можно несколькими способами, но наиболее доступны из них два. Первый — отпилить быстро вращающимся тонким корундовым диском («болгаркой») и второй — сточить на обычном точильном станке.
Абразивный диск точильного станка должен иметь среднюю зернистость и довольно большую частоту вращения — не менее 2800 — 3000 об/мин. Работать надо крайне осторожно, с очень небольшим нажимом на диск, не допуская сильного разогревания детали. Очень важно соблюдать указанное на рис. направление вращения диска относительно детали. После обработки одной кромки детали струбцину перемещают на другую сторону и обтачивают вторую кромку. Для того, чтобы выдержать углы стачивания с приемлемой точностью,целесообразно изготовить несколько шаблонов — угломеров разной формы.
Таким образом поочерёдно обрабатывают внутреннее колено всех 12 П-образных колен будущего магнитопровода. Все обработанные плоскости следует покрыть эпоксидным лаком. Не допускайте попадания лака на стыковочные поверхности П-образных частей.
САМОДЕЛКА со старым ТРАНСФОРМАТОРОМ!По СХЕМЕ старого МАСТЕРА!!!
Когда лак высохнет, выполняют пробную сборку составного магнитопровода и изготавливают для него по месту стяжную двенадцатиугольную обойму, состоящую из трёх одинаковых частей. Её вырезают из НЕМАГНИТНОГО листового металла толщиной 1мм.
Сжатие нижней и верхней половин составного магнитопровода в осевом направлении обеспечивают 2 плиты из листового гетинакса толщиной 10 — 12 мм, стягиваемые шестью резьбовыми шпильками.С обеих сторон магнитопровода под плиты устанавливают по 6 прокладок прямоугольной формы из жёсткой листовой губчатой резины толщиной 5мм. В каждой плите сверлят 6 отверстий диаметром 20мм, расположенных по окружности, и одно в центре — 50мм. Эти отверстия необходимы для обеспечения протекания конвекционных потоков воздуха. Кроме вентиляционных, в плитах просверлены по шесть отверстий диаметром 5,3 мм под стяжные шпильки.
Сборка сварочного трансформатора
Сетевая обмотка трансформатора на 220В содержит 180 витков медного провода ПЭВ-2 1,42 (при токе около 9А/мм2). Обмотка имеет 2 отвода — от 150-го и от 165-го витков. Вторичная обмотка на напряжение 50В состоит из 40 витков провода сечением 17,5мм2 с отводами от 22-го, 26-го и 30-го витков. Ближе к центральному стержню укладывают вторичную обмотку. Её наматывают на деревянном шаблоне проводом в хлопчатобумажной изоляции.
Готовую обмотку снимают с шаблона и сверху обматывают двумя — тремя слоями ленты из лакоткани. Для лучшей фиксации витков катушку следует предварительно пропитать эпоксидным лаком. В качестве шаблона для намотки первичной обмотки можно использовать готовую вторичную обмотку, наложив на неё прокладку из двух слоёв прессшпана для облегчения снятия готовой обмотки с шаблона.
При отсутствии медного провода указанного сечения можно выполнить обмотку алюминиевым эмалированным проводом, снятым с катушек разобранных трансформаторов ТСА-270-1. Обмотку наматывают в три провода, укладывая их виток к витку. Слои провода по мере их укладки целесообразно пропитывать эпоксидным лаком.
Когда все детали трансформатора готовы, приступают к его сборке. В стяжную обойму устанавливают нижние П-образные части магнитопровода, затем в кольцевой паз укладывают обмотки. Их надо взаимно разместить так, чтобы между ними и краями магнитопровода образовались воздушные зазоры.Чтобы эти зазоры фиксировать, в них через каждые 50мм вставляют смазанные эпоксидным лаком деревянные распорки квадратного сечения. Нижние П-образные части накрывают верхними, в точном соответствии с имеющейся на них разметкой. Винтами стяжной обоймы равномерно сжимают все элементы магнитопровода в единое целое в радиальном направлении, однако усилие сжатия пока не доводят до максимального.
Затем магнитопровод помещают на нижнюю плиту, не забыв резиновые прокладки, и ориентируют его относительно вентиляционных отверстий. Устанавливают резиновые прокладки сверху и накрывают верхней плитой. В соответствующие отверстия плит вставляют шесть резьбовых шпилек с гайками и равномерно стягивают элементы магнитопровода в осевом направлении.
Теперь остаётся окончательно затянуть винты обоймы. Не следует чрезмерно сильно сжимать обойму, иначе может нарушиться форма П-образных частей магнитопровода с появлением воздушных зазоров между ними. В заключение целесообразно через центральные отверстия в плитах заполнить эпоксидным лаком все зазоры между деталями центрального стержня — это уменьшает гудение трансформатора при работе.
Источник: dzen.ru
Схема точечной электросварки из запчастей от старых телевизоров
Не выкидывайте старые ламповые телевизоры на свалку: они еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5. 0,8 мм к массивным стальным деталям. Он может найти применение в быту, на сельских подворьях, а также в небольших ремонтных мастерских (например, при ремонте автомобилей).
Трансформатор
Аппарат изготовлен из шести силовых трансформаторов ТС-270 от старых ламповых цветных телевизоров с использованием петель размагничивания от этих телевизоров. Для этого трансформаторы и петли размагничивания аккуратно разбирают, а из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам (рис.1).
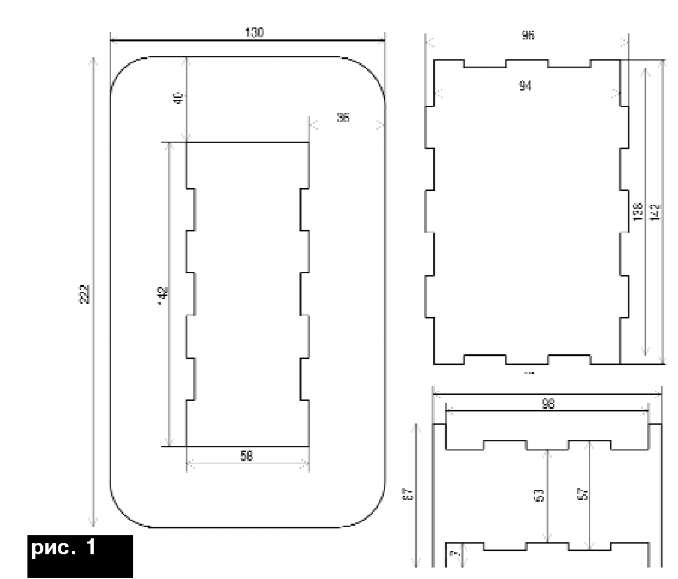
Рис. 1. Каркас трансформатора для самодельной сварки.
На каркас равномерно наматывают жгут из 3-4 проводов диаметром 0,9 мм от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывают бумагу от тех же трансформаторов. В завершение намотки сверху также прокладывают несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого на расстоянии 4-5 м вертикально закрепляют два деревянных бруска (их можно закрепить и в настольных тисках). Затем разбирают петли размагничивания и наматывают жгут, состоящий из 350-400 проводов, которые можно использовать и от трансформаторов. Важно, чтобы жгут получился сечением около 100 мм2.
Этот жгут изолируют сверху тесьмой и полиэтиленом так же, как были обмотаны петли размагничивания. Концы жгута на длину примерно 50 мм зачищают, облужива-ют и скручивают между собой по 10 жил, а затем мощным паяльником спаивают весь жгут. Изготовленный таким образом жгут наматывают на каркас, где количество витков должно быть 4,5-5,5.
Теперь собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов, только их надо немного доработать. Для удобства проведения сварочных работ необходимо изготовить пистолет, конструкцию которого можно порекомендовать из [1].
Принципиальная схема
Рис. 2. Принципиальная схема самодельного точечного сварочного аппарата.
Устройство управления изготовлено по схеме, приведенной на рис.2. Оно состоит из блока питания, выполненного на элементах ТЗ, VD1-VD4, микросхемы DD6, таймера (DD4.1-DD4.3, DD1-DD3, DD5.1, DD4.5), формирователя импульса запуска тиристоров (DD5.2-DD5.3, VT1, Т2, VS1-VS2) и собственно сварочного трансформатора Т1.
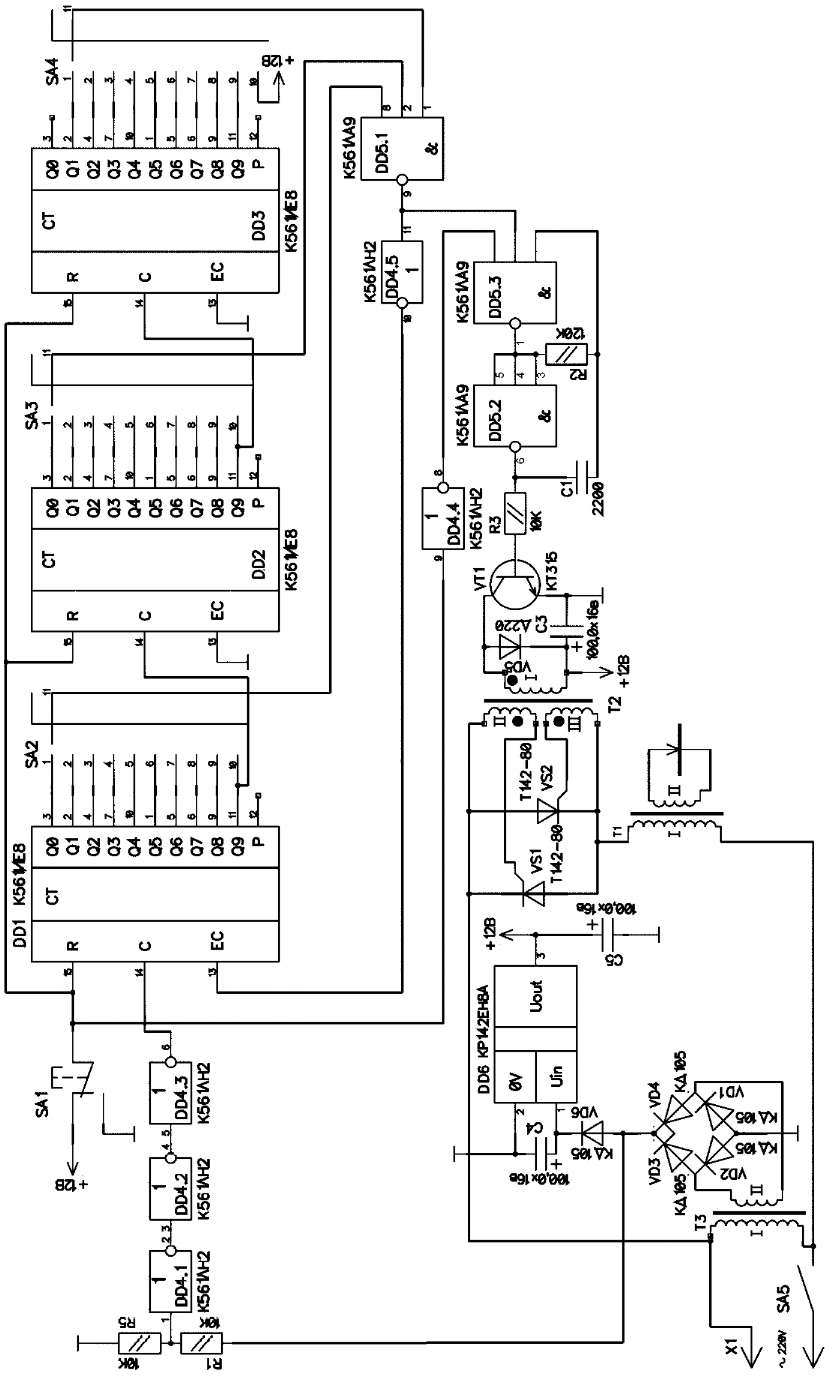
Таймер позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 с с точностью 0,01 с.
Детали и конструкция
Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор ТЗ — с напряжением на вторичной обмотке 18. 20 В. Трансформатор Т2 намотан на кольцевом феррито-вом сердечнике К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15 мм, вторичная и третья содержат по 60 витков того же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.

Рис. 3. Печатная плата устройства управления сварочным аппаратом.
Все детали устройства управления размещены на односторонней печатной плате размерами 215×60 мм .
Литература: 1. Папенин В. Переносный аппарат для точечной электро-сварки. Р1978, 12..
Источник: www.qrz.ru
Самодельный сварочный аппарат
Давно уже не используются старые ламповые телевизоры. Мощные силовые трансформаторы, используемые в них могут пригодиться для изготовления блоков питания, зарядного, пускового устройств или соединив несколько трансформаторов можно даже собрать небольшой сварочный аппарат!
Магнитопровод сварочного аппарата составлен из шести комплектов магнитопроводов от сетевых трансформаторов старых ламповых цветных телевизоров типа: УЛПЦТ-61, УЛПЦТИ-61 и им подобных. Магнитопровод каждого из трансформаторов ТСА-270-1 состоит из двух П-образных частей. В собранном виде составной магнитопровод представляет собой 6-лепестковую «ромашку».

На рисунке показана нижняя половина магнитопровода; катушка условно снята. Вид сверху.
Из чертежа видно, что для сборки магнитопровода необходимо два ребра внутренних колен всех П-образных частей срезать по всей длине на угол 30 градусов.
Необходимо обработать каждый магнитопровод, как показано на рисунке ниже.

Изготовление магнитопровода.
Изготовление магнитопровода начинают с того, что при разборке трансформаторов все П-образные части размечают таким образом,чтобы при окончательной сборке узла обеспечить стыковку каждой «своей» пары в том же взаимном положении, какое было в трансформаторе изначально. Это позволит свести к минимуму воздушный зазор между верхней половиной составного магнитопровода и нижней его половиной.
Затем приступают к обработке внутренних колен П-образных частей. Для этого наружное колено каждой из них плотно обматывают любой нерастягивающейся лентой, как показано на рисунке ниже. Обычную изоленту здесь использовать нельзя. Пригодится чёрная липкая тканевая изоляционная лента или липкая лавсановая изолента.

Внутреннее колено зажимают в небольшую самодельную простейшую струбцину,согнутую из обрезка жёсткого листа толщиной 3-4мм с резьбовым отверстием М6 под зажимной винт. Струбцину устанавливают так,чтобы одно из рёбер внутреннего колена осталось свободным для обработки. Эти меры — обмотка лентой и зажатие в струбцину — необходимы для предупреждения расслоения П-образного пакета на отдельные пластины при обработке. Срезать угол на металлической детали можно несколькими способами, но наиболее доступны из них два. Первый — отпилить быстро вращающимся тонким корундовым диском («болгаркой») и второй — сточить на обычном точильном станке.
Абразивный диск точильного станка должен иметь среднюю зернистость и довольно большую частоту вращения — не менее 2800 — 3000 об/мин. Работать надо крайне осторожно, с очень небольшим нажимом на диск, не допуская сильного разогревания детали. Очень важно соблюдать указанное на рис. направление вращения диска относительно детали. После обработки одной кромки детали струбцину перемещают на другую сторону и обтачивают вторую кромку. Для того, чтобы выдержать углы стачивания с приемлемой точностью,целесообразно изготовить несколько шаблонов — угломеров разной формы.
Таким образом поочерёдно обрабатывают внутреннее колено всех 12 П-образных колен будущего магнитопровода. Все обработанные плоскости следует покрыть эпоксидным лаком. Не допускайте попадания лака на стыковочные поверхности П-образных частей.
Когда лак высохнет, выполняют пробную сборку составного магнитопровода и изготоыляют для него по месту стяжную двенадцатиугольную обойму, состоящую из трёх одинаковых частей. Её вырезают из НЕМАГНИТНОГО листового металла толщиной 1мм.
Сжатие нижней и верхней половин составного магнитопровода в осевом направлении обеспечивают 2 плиты из листового гетинакса толщиной 10 — 12 мм, стягиваемые шестью резьбовыми шпильками.С обеих сторон магнитопровода под плиты устанавливают по 6 прокладок прямоугольной формы из жёсткой листовой губчатой резины толщиной 5мм. В каждой плите сверлят 6 отверстий диаметром 20мм, расположенных по окружности, и одно в центре — 50мм. Эти отверстия необходимы для обеспечения протекания конвекционных потоков воздуха. Кроме вентиляционных, в плитах просверлены по шесть отверстий диаметром 5,3 мм под стяжные шпильки.
Сборка сварочного трансформатора

Сетевая обмотка трансформатора на 220В содержит 180 витков медного провода ПЭВ-2 1,42 (при токе около 9А/мм2). Обмотка имеет 2 отвода — от 150-го и от 165-го витков. Вторичная обмотка на напряжение 50В состоит из 40 витков провода сечением 17,5мм2 с отводами от 22-го, 26-го и 30-го витков. Ближе к центральному стержню укладывают вторичную обмотку. Её наматывают на деревянном шаблоне проводом в хлопчатобумажной изоляции.
Готовую обмотку снимают с шаблона и сверху обматывают двумя — тремя слоями ленты из лакоткани. Для лучшей фиксации витков катушку следует предварительно пропитать эпоксидным лаком. В качестве шаблона для намотки первичной обмотки можно использовать готовую вторичную обмотку, наложив на неё прокладку из двух слоёв прессшпана для облегчения снятия готовой обмотки с шаблона.
При отсутствии медного провода указанного сечения можно выполнить обмотку алюминиевым эмалированным проводом, снятым с катушек разобранных трансформаторов ТСА-270-1. Обмотку наматывают в три провода, укладывая их виток к витку. Слои провода по мере их укладки целесообразно пропитывать эпоксидным лаком.
Когда все детали трансформатора готовы, приступают к его сборке. В стяжную обойму устанавливают нижние П-образные части магнитопровода, затем в кольцевой паз укладывают обмотки. Их надо взаимно разместить так, чтобы между ними и краями магнитопровода образовались воздушные зазоры.Чтобы эти зазоры фиксировать, в них через каждые 50мм вставляют смазанные эпоксидным лаком деревянные распорки квадратного сечения. Нижние П-образные части накрывают верхними, в точном соответствии с имеющейся на них разметкой. Винтами стяжной обоймы равномерно сжимают все элементы магнитопровода в единое целое в радиальном направлении, однако усилие сжатия пока не доводят до максимального.
Затем магнитопровод помещают на нижнюю плиту, не забыв резиновые прокладки, и ориентируют его относительно вентиляционных отверстий. Устанавливают резиновые прокладки сверху и накрывают верхней плитой. В соответствующие отверстия плит вставляют шесть резьбовых шпилек с гайками и равномерно стягивают элементы магнитопровода в осевом направлении.
Теперь остаётся окончательно затянуть винты обоймы. Не следует чрезмерно сильно сжимать обойму, иначе может нарушиться форма П-образных частей магнитопровода с появлением воздушных зазоров между ними. В заключение целесообразно через центральные отверстия в плитах заполнить эпоксидным лаком все зазоры между деталями центрального стержня — это уменьшает гудение трансформатора при работе.
Использованы материалы журнала «Радио» №7 — 1996г; №5 — 2002г. и сети Интернет.
Источник: www.mastervintik.ru